双色注塑模具的制作方法
本技术涉及双色注塑领域,进一步的,涉及一种双色注塑模具,尤其涉及一种适用于具有2.5d镜片产品的双色注塑模具。
背景技术:
1、双色模具即将两种塑胶材料(如图1、图2所示的一色部分10和二色部分20)在同一台注塑机上分两次注塑成型,而注塑形成的产品只出模一次的模具。
2、采用现有双色注塑模具对具有2.5d镜片(2.5d镜片即为图1中的一色部分10,一色部分10的中部位置为平面区域,在平面区域的基础上在边缘位置进行弧度处理,使得一色部分10中平面区域的外周为弧形面)的产品进行双色注塑时,存在一色部分10和二色部分20结合力差、易分离的情况,影响注塑成型后的产品质量。另外,由于一色部分10的边缘位置为弧形面,在模具中定位困难,二色部分20在注塑过程中容易压伤一色部分10,影响产品质量。
3、针对相关技术中具有2.5d镜片的双色注塑产品在注塑时注塑件易受损的问题,目前尚未给出有效的解决方案。
4、由此,本发明人凭借多年从事相关行业的经验与实践,提出一种双色注塑模具,以克服现有技术的缺陷。
技术实现思路
1、本实用新型的目的在于提供一种双色注塑模具,在注塑过程中可实现对一色部分的定位,同时保证定位的稳定性和精确度,提升双色注塑的稳定性,保证产品质量。
2、本实用新型的另一目的在于提供一种双色注塑模具,增设定位结构,可提升一色部分和二色部分的结合能力,注塑成型后保证一色部分与二色部分稳定相连,避免一色部分与二色部分之间发生分离的情况。
3、本实用新型的目的可采用下列方案来实现:
4、本实用新型提供了一种双色注塑模具,所述双色注塑模具包括:
5、第一模件,所述第一模件具有至少一个注塑工位;
6、第二模件,所述第二模件至少具有一色成型部和二色成型部;
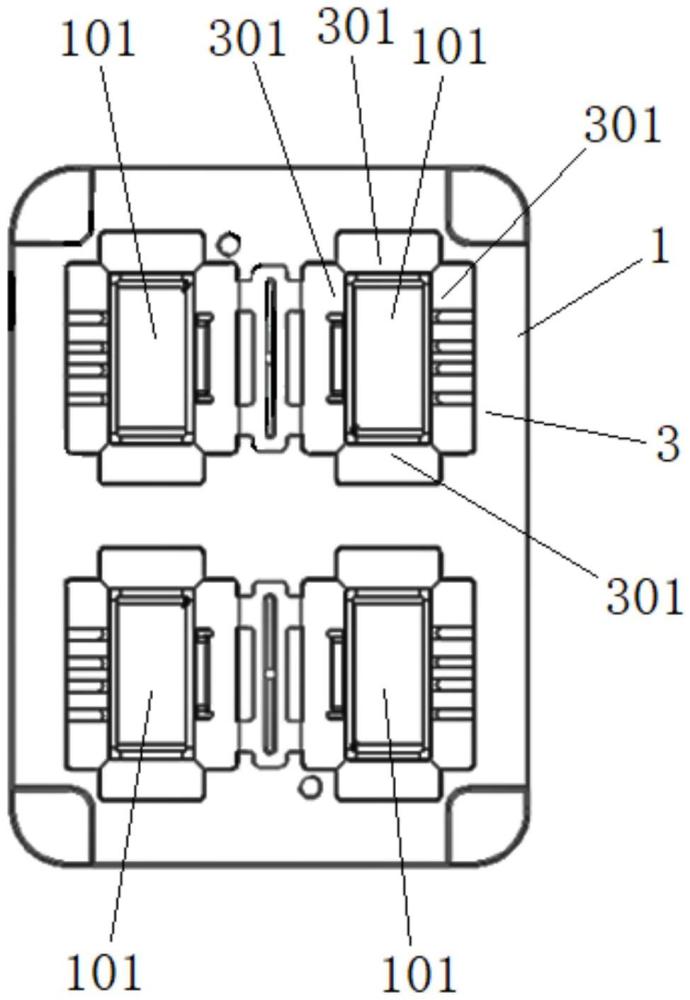
7、定位模件,所述定位模件围设于所述注塑工位的外周;
8、所述注塑工位、所述一色成型部和所述定位模件能围合形成第一注塑空间,所述第一注塑空间用于注塑形成双色注塑产品的一色部分;
9、所述注塑工位、所述二色成型部与所述定位模件能围合形成第二注塑空间,所述第二注塑空间用于在所述一色部分的基础上注塑形成所述双色注塑产品的二色部分。
10、在本实用新型的一较佳实施方式中,所述定位模件包括多个定位块,多个所述定位块沿所述注塑工位的周向排布,多个所述定位块用于分别压紧所述一色部分和/或所述二色部分的侧边缘。
11、在本实用新型的一较佳实施方式中,在所述定位块的长度方向上,所述定位块由所述一色部分和/或所述二色部分的侧边缘的一端延伸至另一端。
12、在本实用新型的一较佳实施方式中,多个所述定位块分别具有与对应的所述一色部分和/或所述二色部分的侧边缘相适配的接触面。
13、在本实用新型的一较佳实施方式中,所述一色成型部上设置有至少一个凹部或凸部,以在注塑成型的所述一色部分上形成对应的凸起或凹槽;
14、在注塑所述二色部分状态下,所述凸起或所述凹槽位于能与所述二色部分相接的位置。
15、在本实用新型的一较佳实施方式中,所述定位模件上设置有至少一个第一卡接部,以在注塑成型的所述二色部分上形成能与所述第一卡接部配合卡接的第二卡接部;
16、在注塑所述二色部分状态下,所述定位模件通过所述第一卡接部与所述第二卡接部相配合,使所述二色部分压紧所述一色部分。
17、在本实用新型的一较佳实施方式中,所述第一卡接部与所述第二卡接部配合形成倒扣结构。
18、在本实用新型的一较佳实施方式中,所述第一模件能移动地设置于所述第二模件的下方,所述定位模件与所述第一模件相连,在所述第一模件的顶面设置所述注塑工位,在所述第二模件的底面的不同位置设置所述一色成型部和所述二色成型部;
19、移动所述第一模件至所述注塑工位与所述一色成型部在竖向上位置相对,以形成所述第一注塑空间;
20、移动所述第一模件至所述注塑工位与所述二色成型部在竖向上位置相对,以形成所述第二注塑空间。
21、在本实用新型的一较佳实施方式中,所述第一模件设置于移动设备上,所述移动设备至少能带动所述第一模件在所述一色成型部与所述二色成型部之间移动。
22、在本实用新型的一较佳实施方式中,所述注塑工位的数量为多个,多个所述注塑工位在所述第一模件上呈阵列排布。
23、由上所述,本实用新型双色注塑模具的特点及优点是:第一模件具有至少一个注塑工位,第二模件至少具有一色成型部和二色成型部,为保证双色注塑产品的稳定性,在注塑工位的外周围设有定位模件,在对双色注塑产品进行注塑的过程中,可通过注塑工位、一色成型部和定位模件围合形成第一注塑空间,第一注塑空间用于注塑形成双色注塑产品的一色部分,在对一色部分进行注塑时,定位模件对一色部分的侧边缘进行定位,保证一色部分顺利成型;在一色部分成型后,可通过注塑工位、二色成型部与定位模件围合形成第二注塑空间,第二注塑空间用于在一色部分的基础上注塑形成双色注塑产品的二色部分,在对二色部分进行注塑时,定位模件对一色部分和/或二色部分的侧边缘进行定位,确保一色部分与二色部分成型的稳定性和精确度,避免注塑过程中一色部分和/或二色部分受损,以及一色部分与二色部分发生分离的情况,提升双色注塑产品的质量。
技术特征:
1.一种双色注塑模具,其特征在于,所述双色注塑模具包括:
2.如权利要求1所述的双色注塑模具,其特征在于,所述定位模件包括多个定位块,多个所述定位块沿所述注塑工位的周向排布,多个所述定位块用于分别压紧所述一色部分和/或所述二色部分的侧边缘。
3.如权利要求2所述的双色注塑模具,其特征在于,在所述定位块的长度方向上,所述定位块由所述一色部分和/或所述二色部分的侧边缘的一端延伸至另一端。
4.如权利要求2所述的双色注塑模具,其特征在于,多个所述定位块分别具有与对应的所述一色部分和/或所述二色部分的侧边缘相适配的接触面。
5.如权利要求1至4中任一项所述的双色注塑模具,其特征在于,所述一色成型部上设置有至少一个凹部或凸部,以在注塑成型的所述一色部分上形成对应的凸起或凹槽;
6.如权利要求1至4中任一项所述的双色注塑模具,其特征在于,所述定位模件上设置有至少一个第一卡接部,以在注塑成型的所述二色部分上形成能与所述第一卡接部配合卡接的第二卡接部;
7.如权利要求6所述的双色注塑模具,其特征在于,所述第一卡接部与所述第二卡接部配合形成倒扣结构。
8.如权利要求1所述的双色注塑模具,其特征在于,所述第一模件能移动地设置于所述第二模件的下方,所述定位模件与所述第一模件相连,在所述第一模件的顶面设置所述注塑工位,在所述第二模件的底面的不同位置设置所述一色成型部和所述二色成型部;
9.如权利要求1所述的双色注塑模具,其特征在于,所述第一模件设置于移动设备上,所述移动设备至少能带动所述第一模件在所述一色成型部与所述二色成型部之间移动。
10.如权利要求1所述的双色注塑模具,其特征在于,所述注塑工位的数量为多个,多个所述注塑工位在所述第一模件上呈阵列排布。
技术总结
本技术为一种双色注塑模具,该双色注塑模具包括:第一模件,第一模件具有至少一个注塑工位;第二模件,第二模件至少具有一色成型部和二色成型部;定位模件,定位模件围设于注塑工位的外周;注塑工位、一色成型部和定位模件能围合形成第一注塑空间,第一注塑空间用于注塑形成双色注塑产品的一色部分;注塑工位、二色成型部与定位模件能围合形成第二注塑空间,第二注塑空间用于在一色部分的基础上注塑形成双色注塑产品的二色部分。本技术双色注塑产品在注塑时稳定性不佳,注塑件易受损的技术问题。
技术研发人员:许红明,王林江,沈洪波
受保护的技术使用者:汉朔科技股份有限公司
技术研发日:20230904
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!