一种用于软管肩成型的成型装置及成型设备的制作方法
本申请涉及化妆品生产的,尤其涉及一种用于软管肩成型的成型装置及成型设备。
背景技术:
1、软管是现在各行各业很常用的一种容器,比如牙膏管、药管、化妆品管等。
2、现有的公告号为cn209869230u的专利公开了一种软管肩成型装置,包括成型架,所述成型架内设置有安装腔;成型杆,所述成型杆设置于安装腔内,所述成型杆可相对于安装腔上下移动,所述成型杆用于形成软管肩的挤出口;至少两个成型模具,所有成型模具位于所述安装腔内,所有成型模具可在安装腔内向中心运动从而合并形成成型槽;驱动装置,所述驱动装置可驱动所有成型模具合并或分离。通过驱动装置驱使成型模具分离,以便于成型模具套设于软管;通过驱动装置驱使成型模具合并,以便于成型模具抓住软管并驱使软管成型。但是,成型模具包裹软管后,软管和成型模具难以散热,从而导致软管的成型时间较长,效率低下。
技术实现思路
1、本申请实施例提供一种用于软管肩成型的成型装置及成型设备,以解决相关技术存在的问题,技术方案如下:
2、一种用于软管肩成型的成型装置,包括:
3、安装筒;
4、冷却筒,所述冷却筒设置在所述安装筒内,所述冷却筒与所述安装筒之间形成冷却腔;
5、成型模具,所述成型模具设置在所述冷却筒内,所述成型模具可合并或分离;
6、驱动机构,所述驱动机构设置在所述安装筒,所述驱动机构用于驱使所述成型模具合并;
7、成形杆,所述成形杆位于所述安装筒内并穿过所述成型模具,所述成形杆用于形成软管肩的挤出口;
8、进液机构,所述进液机构与所述安装筒连接并与所述冷却腔连通;
9、及出液机构,所述出液机构与所述安装筒连接并与所述冷却腔连通。
10、本申请进一步设置为:所述安装筒内设有针筒,所述针筒套设于所述成形杆,所述针筒的筒底与所述成形杆之间设有弹性件;所述针筒包括第一筒体、第二筒体和第三筒体,所述第三筒体位于所述安装筒的端部,所述第二筒体套设于所述第三筒体,所述第二筒体的外壁和所述安装筒相抵,所述第一筒体套设于所述第二筒体,所述第一筒体的外壁与所述安装筒相抵。
11、本申请进一步设置为:所述安装筒包括外筒及连接在所述外筒端部的筒盖,所述筒盖与所述第一筒体之间设有密封圈;所述外筒与所述第一筒体之间形成腔体,所述腔体设有密封件,所述密封件位于所述外筒的端部。
12、本申请进一步设置为:所述驱动机构包括推筒和供气管,所述推筒位于所述第一筒体和所述外筒之间,所述推筒与所述密封件之间存在动力腔,所述供气管与所述外筒连接并与所述动力腔连通。
13、本申请进一步设置为:所述推筒包括密封套和与密封套连接的推套,所述密封套位于所述推套与所述密封件之间,所述密封套与所述第一筒体之间设有密封圈,所述密封套与所述外筒之间设有密封圈,所述推套与所述外筒之间存在间隙并与所述第一筒体滑动连接。
14、本申请进一步设置为:所述推套远离所述密封套的一端设有喇叭口,所述成型模具设有与所述喇叭口相对应的倾斜面;当推套通过所述喇叭口推向所述成型模具的倾斜面,所述成型模具合并。
15、本申请进一步设置为:所述成型模具的相对内侧设有成型槽,所述成形杆位于所述成型槽内并与所述成型槽的槽底连接,所述成型槽设有螺牙,所述冷却筒的两端与所述安装筒之间均设有密封圈;所述成型模具包括安装头和至少三块与所述安装头连接的成型块,相邻两块所述成型块之间对应设有弹性槽,所述弹性槽内设有弹性件,所述弹性件通过两个所述弹性槽的槽底驱使相邻两个所述成型块分离。
16、本申请进一步设置为:所述成形杆的一端设有第一连接套,所述成形杆通过所述第一连接套与所述弹性件连接,所述成形杆外套设有第二连接套,所述第二连接套位于所述成型模具和所述成形杆之间,所述第二连接套与所述第一连接套连接。
17、本申请进一步设置为:所述第二连接套的一端设有滑槽,所述第一连接套一端的外侧设有连接部,所述第一连接套通过所述连接部与所述滑槽可滑动连接;所述第二连接套与所述第二筒体之间设有第三连接套,所述第三连接套与所述第一筒体之间存在间隙,所述第三连接套套设于成型模具。
18、一种成型设备,包括前述的成型装置,还包括机架、驱动件和安装架,所述驱动件安装在所述机架上,所述驱动件与所述安装架连接并位于所述安装架的上方,至少一个所述成型装置安装在所述安装架上。
19、综上所述,本实用新型的有益效果为:
20、本实用新型提供一种用于软管肩成型的成型装置,与现有技术相比,在成型模具与安装筒之间设有冷却筒,冷却筒套设于成型模具,冷却筒与安装筒之间形成冷却腔,进液机构和出液机构分别与安装筒连接并分别与冷却腔连通;通过进液机构将冷却液通入冷却腔内,冷却液在冷却腔内经冷却筒吸走成型模具与冷却腔之间的热量,以降低冷却筒与成型模具之间的热量,方便成型模具将热量散至成型模具与冷却腔之间,以提升成型模具的散热效率,因为成型模具的热量被散去,以加速软管的散热效率,从而降低软管的成型时间,进而提升软管的成型效率。
21、通过供气管将气体供入推筒和密封件之间动力腔,以驱使推筒在安装筒内向成型模具方向滑移并驱使成型模具合并,使得成型模具握住软管并驱使软管成型;当软管成型后,供气管停止将气体供入动力腔内,由于成型模具包括至少三块成型块,相邻两块成型块之间设有弹性件,使得相邻两块成型块具有分离的趋势,又由于动力腔的气体会经供气管溢出,使得推筒推向成型模具的作用力逐渐减小,当作用力小于弹性件的弹力时,至少三块成型块分离,成型模具分离驱使成型模具与软管分离,以完成驱使软管肩的成型。
22、本实用新型还提供一种成型设备,该设备包括前述的成型装置。
23、上述概述仅仅是为了说明书的目的,并不意图以任何方式进行限制。除上述描述的示意性的方面、实施方式和特征之外,通过参考附图和以下的详细描述,本申请进一步的方面、实施方式和特征将会是容易明白的。
技术特征:
1.一种用于软管肩成型的成型装置,其特征在于,包括:
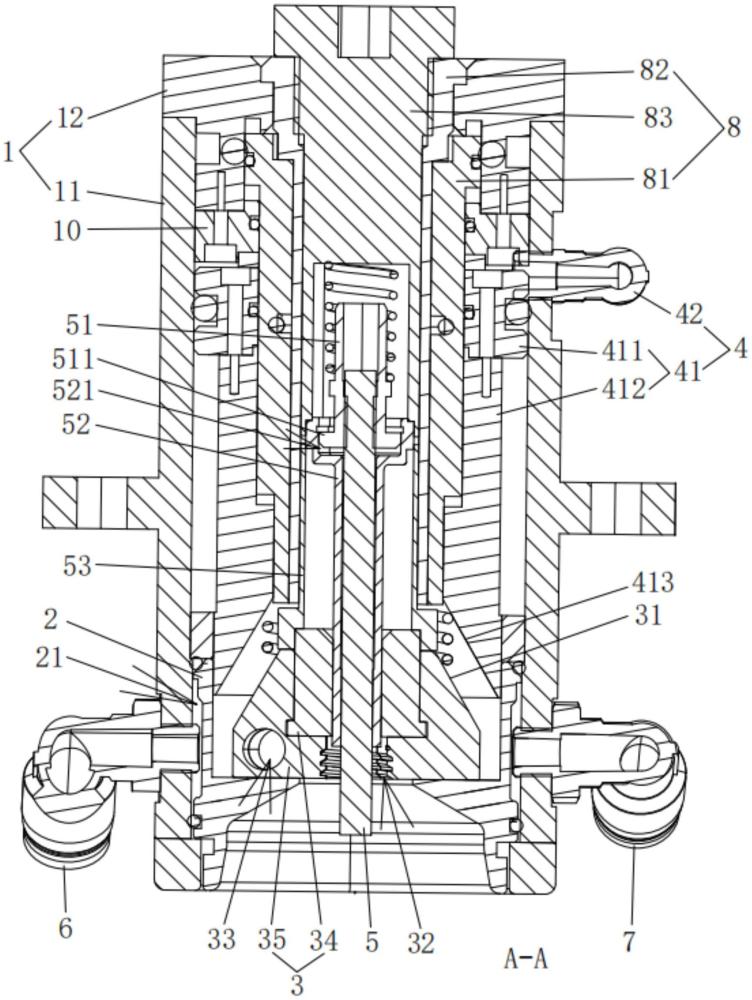
2.根据权利要求1所述的一种用于软管肩成型的成型装置,其特征在于,所述安装筒(1)内设有针筒(8),所述针筒(8)套设于所述成形杆(5),所述针筒(8)的筒底与所述成形杆(5)之间设有弹性件;所述针筒(8)包括第一筒体(81)、第二筒体(82)和第三筒体(83),所述第三筒体(83)位于所述安装筒(1)的端部,所述第二筒体(82)套设于所述第三筒体(83),所述第二筒体(82)的外壁和所述安装筒(1)相抵,所述第一筒体(81)套设于所述第二筒体(82),所述第一筒体(81)的外壁与所述安装筒(1)相抵。
3.根据权利要求2所述的一种用于软管肩成型的成型装置,其特征在于,所述安装筒(1)包括外筒(11)及连接在所述外筒(11)端部的筒盖(12),所述筒盖(12)与所述第一筒体(81)之间设有密封圈;所述外筒(11)与所述第一筒体(81)之间形成腔体,所述腔体设有密封件(10),所述密封件(10)位于所述外筒(11)的端部。
4.根据权利要求3所述的一种用于软管肩成型的成型装置,其特征在于,所述驱动机构(4)包括推筒(41)和供气管(42),所述推筒(41)位于所述第一筒体(81)和所述外筒(11)之间,所述推筒(41)与所述密封件(10)之间存在动力腔,所述供气管(42)与所述外筒(11)连接并与所述动力腔连通。
5.根据权利要求4所述的一种用于软管肩成型的成型装置,其特征在于,所述推筒(41)包括密封套(411)和与密封套(411)连接的推套(412),所述密封套(411)位于所述推套(412)与所述密封件(10)之间,所述密封套(411)与所述第一筒体(81)之间设有密封圈,所述密封套(411)与所述外筒(11)之间设有密封圈,所述推套(412)与所述外筒(11)之间存在间隙并与所述第一筒体(81)滑动连接。
6.根据权利要求5所述的一种用于软管肩成型的成型装置,其特征在于,所述推套(412)远离所述密封套(411)的一端设有喇叭口(413),所述成型模具(3)设有与所述喇叭口(413)相对应的倾斜面(31);当推套(412)通过所述喇叭口(413)推向所述成型模具(3)的倾斜面(31),所述成型模具(3)合并。
7.根据权利要求1所述的一种用于软管肩成型的成型装置,其特征在于,所述成型模具(3)的相对内侧设有成型槽(32),所述成形杆(5)位于所述成型槽(32)内并与所述成型槽(32)的槽底连接,所述成型槽(32)设有螺牙,所述冷却筒(2)的两端与所述安装筒(1)之间均设有密封圈;所述成型模具(3)包括安装头(34)和至少三块与所述安装头(34)连接的成型块(35),相邻两块所述成型块(35)之间对应设有弹性槽(33),所述弹性槽(33)内设有弹性件,所述弹性件通过两个所述弹性槽(33)的槽底驱使相邻两个所述成型块(35)分离。
8.根据权利要求2所述的一种用于软管肩成型的成型装置,其特征在于,所述成形杆(5)的一端设有第一连接套(51),所述成形杆(5)通过所述第一连接套(51)与所述弹性件连接,所述成形杆(5)外套设有第二连接套(52),所述第二连接套(52)位于所述成型模具(3)和所述成形杆(5)之间,所述第二连接套(52)与所述第一连接套(51)连接。
9.根据权利要求8所述的一种用于软管肩成型的成型装置,其特征在于,所述第二连接套(52)的一端设有滑槽(521),所述第一连接套(51)一端的外侧设有连接部(511),所述第一连接套(51)通过所述连接部(511)与所述滑槽(521)可滑动连接;所述第二连接套(52)与所述第二筒体(82)之间设有第三连接套(53),所述第三连接套(53)与所述第一筒体(81)之间存在间隙,所述第三连接套(53)套设于成型模具(3)。
10.一种成型设备,其特征在于,包括如权利要求1至9任一项所述的成型装置,还包括机架(9)、驱动件(91)和安装架(92),所述驱动件(91)安装在所述机架(9)上,所述驱动件(91)与所述安装架(92)连接并位于所述安装架(92)的上方,至少一个所述成型装置安装在所述安装架(92)上。
技术总结
本申请提出一种用于软管肩成型的成型装置及成型设备,装置包括安装筒;冷却筒,所述冷却筒设置在所述安装筒内,所述冷却筒与所述安装筒之间形成冷却腔;成型模具,所述成型模具设置在所述冷却筒内,所述成型模具可合并或分离;驱动机构,所述驱动机构设置在所述安装筒,所述驱动机构用于驱使所述成型模具合并;成形杆,所述成形杆位于所述安装筒内并穿过所述成型模具,所述成形杆用于形成软管肩的挤出口;进液机构,所述进液机构与所述安装筒连接并与所述冷却腔连通;及出液机构,所述出液机构与所述安装筒连接并与所述冷却腔连通。
技术研发人员:朱瑞贤,何发
受保护的技术使用者:广州达辰设备制造有限公司
技术研发日:20230908
技术公布日:2024/5/12
- 还没有人留言评论。精彩留言会获得点赞!