复合材料增强PPR管道成型装置的制作方法
本技术属于管道成型,具体涉及复合材料增强ppr管道成型装置。
背景技术:
1、ppr管道又称三丙聚丙烯管、无规共聚聚丙烯管,是一种采用无规共聚聚丙烯为原料的管材。由于聚丙烯是典型的结晶性聚合物,其熔体粘度对温度较为敏感,因此加工温度控制在pp-r管材的挤出成型加工中非常重要。成型温度一般控制在210-260℃,挤出温度过高,会导致物料口口模处积存,从而引起原料降解,使管材制品性能下降。复合材料增强ppr管道一般是在ppr管道中复合在纤维等其他材料,用来提高ppr管道的结构强度、耐温度变化性能等。相比于传统纯ppr管道,复合材料增强ppr管道中添加了各种不同材料,导热不均匀。共挤模具头处暴露在室温中,导致材料局部快速冷却,ppr管道厚度、内外直径等不好控制,成型效果不好。
技术实现思路
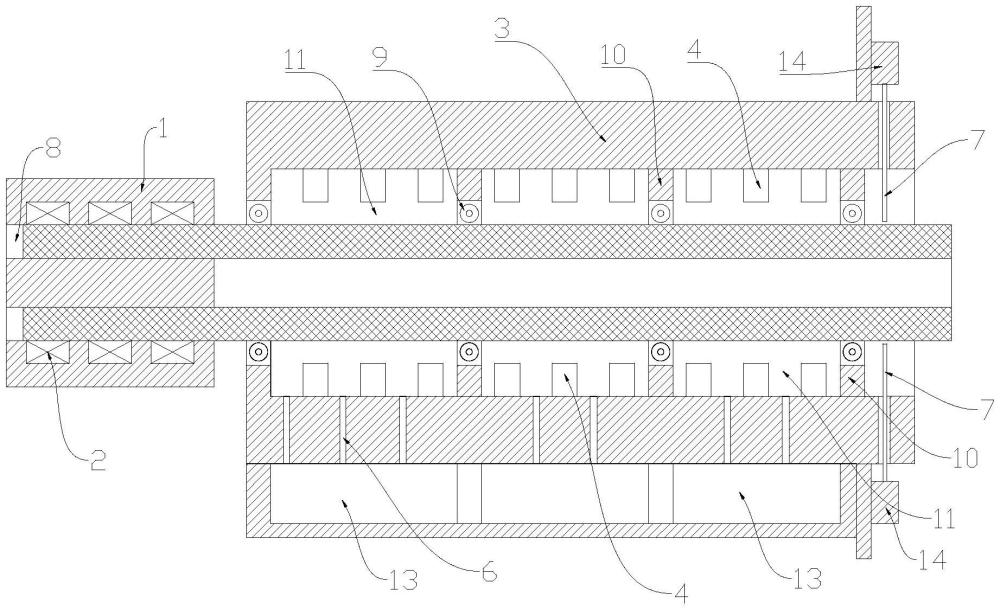
1、为解决上述技术问题,本实用新型采用的技术方案是:复合材料增强ppr管道成型装置,包括有挤出模具头、冷却机构和切割机构,
2、所述挤出模具头上依次安装有若干补温加热器,每个补温加热器包括有若干均匀环绕在挤出模具头上的导热板,补温加热器控制导热板加热至指定温度;
3、所述冷却机构包括有冷却筒,冷却筒的一端靠近挤出模具头,冷却筒与挤出模具头同轴设置,冷却筒内安装有若干喷淋头,喷淋头通过管道连接有冷却水箱,管道上设有水泵,冷却筒上设有若干排水孔;
4、所述切割机构包括有若干切割刀,冷却筒位于挤出模具头和切割刀之间,切割刀分别由驱动机构驱动移动。
5、作为上述技术方案的优选,所述挤出模具头内设有出管腔,所述导热板靠近出管腔。
6、作为上述技术方案的优选,所述冷却筒内安装有若干组导向轮,每组导向轮中包含有若干个绕冷却筒轴心圆周整列分布的导向轮,导向轮可转动的安装在冷却筒内部。
7、作为上述技术方案的优选,所述冷却筒内设有若干段喷淋头,每一段喷淋头包含有若干组喷淋头,每组喷淋头中分别包含有若干个绕冷却筒轴心圆周整列分布的喷淋头,每一段喷淋头对应一个冷却水箱,冷却水箱内分别安装有加热器和温度计。
8、作为上述技术方案的优选,所述冷却筒内通过隔环分隔成若干段,相邻隔环之间形成一段冷却室,每个冷却室中安装有一段喷淋头,同一组导向轮中的所有导向轮安装在同一个隔环上。
9、作为上述技术方案的优选,所述冷却筒下方设有若干接水盒,冷却室与接水盒一一对应,接水盒通过排水孔连通冷却室。
10、作为上述技术方案的优选,所述切割刀的数量为两个,两个切割刀上下对称设置,切割刀由液压缸驱动移动。
11、本实用新型的有益效果是:本实用新型的复合材料增强ppr管道成型装置,针对复合材料增强ppr管道中添加了一定量的纤维等材料的特性,利用挤出模具头上的导热板对复合材料增强ppr管道进行补温加热,防止其局部快速冷却导致管道变形。再利用多段温度从高到低的冷却水进行冷却,降低复合材料增强ppr管道的冷却速率,形成稳定均匀的冷却过程,能够有效的释放管道内部应力,冷却成型效果好。
技术特征:
1.复合材料增强ppr管道成型装置,其特征在于,包括有挤出模具头、冷却机构和切割机构,
2.如权利要求1所述的复合材料增强ppr管道成型装置,其特征在于,所述挤出模具头内设有出管腔,所述导热板靠近出管腔。
3.如权利要求1所述的复合材料增强ppr管道成型装置,其特征在于,所述冷却筒内安装有若干组导向轮,每组导向轮中包含有若干个绕冷却筒轴心圆周整列分布的导向轮,导向轮可转动的安装在冷却筒内部。
4.如权利要求3所述的复合材料增强ppr管道成型装置,其特征在于,所述冷却筒内设有若干段喷淋头,每一段喷淋头包含有若干组喷淋头,每组喷淋头中分别包含有若干个绕冷却筒轴心圆周整列分布的喷淋头,每一段喷淋头对应一个冷却水箱,冷却水箱内分别安装有加热器和温度计。
5.如权利要求4所述的复合材料增强ppr管道成型装置,其特征在于,所述冷却筒内通过隔环分隔成若干段,相邻隔环之间形成一段冷却室,每个冷却室中安装有一段喷淋头,同一组导向轮中的所有导向轮安装在同一个隔环上。
6.如权利要求5所述的复合材料增强ppr管道成型装置,其特征在于,所述冷却筒下方设有若干接水盒,冷却室与接水盒一一对应,接水盒通过排水孔连通冷却室。
7.如权利要求1所述的复合材料增强ppr管道成型装置,其特征在于,所述切割刀的数量为两个,两个切割刀上下对称设置,切割刀由液压缸驱动移动。
技术总结
本技术公开了复合材料增强PPR管道成型装置,包括有挤出模具头、冷却机构和切割机构,挤出模具头上依次安装有若干补温加热器,每个补温加热器包括有若干导热板;冷却机构包括有冷却筒,冷却筒的一端靠近挤出模具头,冷却筒内安装有若干喷淋头,喷淋头通过管道连接有冷却水箱,管道上设有水泵,冷却筒上设有若干排水孔;切割机构包括有若干切割刀,切割刀分别由驱动机构驱动移动。本技术利用挤出模具头上的导热板对复合材料增强PPR管道进行补温加热,防止其局部快速冷却导致管道变形。再利用多段温度从高到低的冷却水进行冷却,降低复合材料增强PPR管道的冷却速率,形成稳定均匀的冷却过程,能够有效的释放管道内部应力,冷却成型效果好。
技术研发人员:高伯云,富方卫,张璞,姜祖良,宋莲萍,罗云峰,宋少霆
受保护的技术使用者:浙江泓智新材料有限公司
技术研发日:20230912
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!