双色注塑成型模具组件的制作方法
本技术涉及双色注塑加工,尤其涉及双色注塑成型模具组件。
背景技术:
1、双色注塑是指将两种不同的材料注塑到同一套模具中,从而得到由两种材料注塑形成的零件。“两种不同的材料”可以是不同颜色的两种材料,也可以是不同软硬度的两种材料,目的是提高产品的美观性和装配性能等。
2、正反两面布胶双色产品是在骨架结构的正反两面都有胶面,不符合双色注塑成型旋转侧需要完全一样的成型要求。为了解决这一问题,现有技术通常用二次注塑成型工艺。先进行第一次单色注塑生产,然后人工将半成品放入周转车中;待设定时间的自然冷却定型后,人工将半成品放入第二套单色注塑机的二次包胶模具中,以嵌件嵌入的形式再次注塑包胶成型;成型后再进入后序检验、包组装环节。
3、现有技术的缺陷包括:生产自动化程度低,需要大量的人工参与,用工成本高;生产周期长,各道工序之间无法紧密衔接;以嵌件嵌入的形式进行注塑包胶成型对工艺水平要求加高,产品合格率低。
技术实现思路
1、本实用新型的目的在于提出一种双色注塑成型模具组件,解决了劳动强度大等问题,缩短了生产周期。
2、为达此目的,本实用新型采用以下技术方案:
3、双色注塑成型模具组件,包括:第一型腔,其上设置有阻流凸块;第二型腔;以及,型芯,所述阻流凸块抵接在所述型芯上,以令一色产品上形成注塑通孔,二色产品的部分结构能穿过所述注塑通孔后抵达所述一色产品的背面。
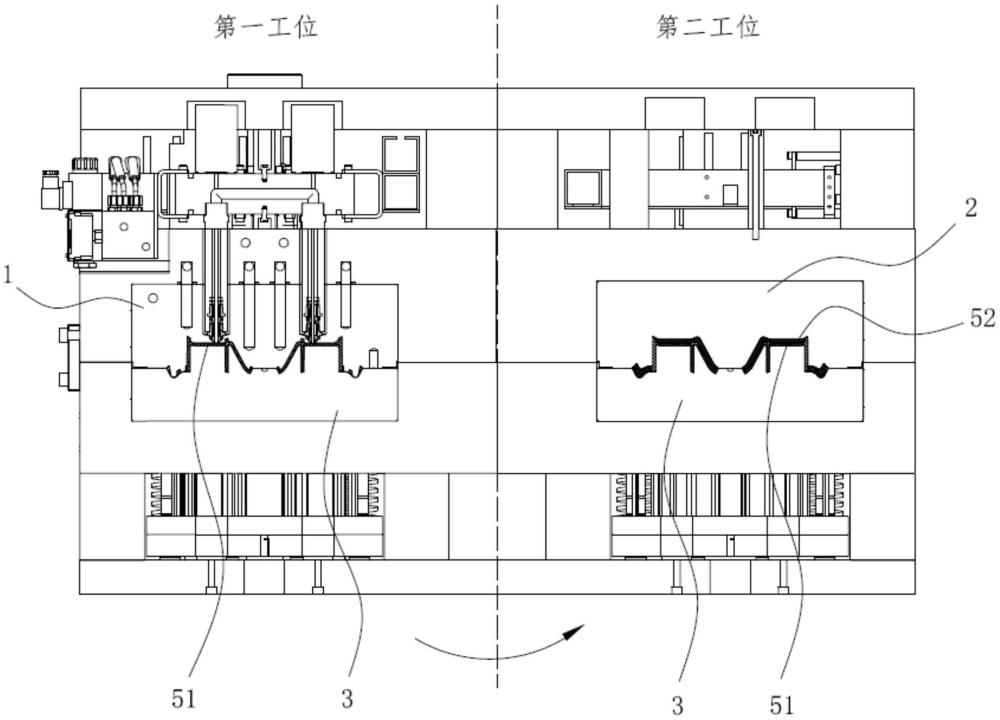
4、其中一个优选实施例中,所述双色注塑成型模具组件包括用于加工所述一色产品的第一工位和用于加工所述二色产品的第二工位,所述第一型腔处于所述第一工位中,所述第二型腔位于所述第二工位中,所述型芯能在所述第一工位和所述第二工位之间转移。
5、其中一个优选实施例中,所述双色注塑成型模具组件还包括转动装置,所述转动装置能将所述第一工位中的所述型芯在水平面内转动设定角度后送入所述第二工位。
6、其中一个优选实施例中,所述双色注塑成型模具组件包括两个所述型芯,两个所述型芯中的一者位于所述第一工位中,两个所述型芯中的另一者位于所述第二工位中。
7、其中一个优选实施例中,两个所述型芯相连接,或,两个所述型芯分别连接至所述转动装置,所述转动装置能驱动两个所述型芯位置对调。
8、其中一个优选实施例中,所述第一型腔和所述第二型腔的结构在水平面内相差180°。
9、其中一个优选实施例中,所述双色注塑成型模具组件还包括水平移动轨道,所述型芯直接或间接连接至所述水平移动轨道,所述型芯能从所述第一型腔所在位置处沿所述水平移动轨道移动至所述第二型腔所在位置处。
10、其中一个优选实施例中,所述阻流凸块由至少两个子凸块组成,相邻的两个所述子凸块之间形成凹槽,所述子凸块在所述一色产品上形成子通孔,至少两个所述子通孔组成所述注塑通孔,相邻的两个所述子通孔之间形成加强筋。
11、其中一个优选实施例中,所述阻流凸块由四个所述子凸块组成田字格结构。
12、其中一个优选实施例中,所述凹槽深度小于所述二色产品的厚度。
13、本实用新型公开的双色注塑成型模具组件的第一型腔上设置有阻流凸块,从而在一色产品上形成注塑通孔,加工二色产品的部分注塑材料能穿过注塑通孔后抵达一色产品的背面,实现正反两面有胶位且满足双色成型工艺要求。整体结构简单实用,使用方便;在加工一色产品后且在加工二色产品之前,无需将半成品出模,劳动强度低,节约人工成本,缩短了生产周期;确定注塑通孔所在位置后,即可确定二色产品显露在一色产品背面的结构的位置,提高了产品合格率。
技术特征:
1.双色注塑成型模具组件,其特征在于,包括:
2.根据权利要求1所述的双色注塑成型模具组件,其特征在于,所述双色注塑成型模具组件包括用于加工所述一色产品(51)的第一工位和用于加工所述二色产品(52)的第二工位,所述第一型腔(1)处于所述第一工位中,所述第二型腔(2)位于所述第二工位中,所述型芯(3)能在所述第一工位和所述第二工位之间转移。
3.根据权利要求2所述的双色注塑成型模具组件,其特征在于,所述双色注塑成型模具组件还包括转动装置,所述转动装置能将所述第一工位中的所述型芯(3)在水平面内转动设定角度后送入所述第二工位。
4.根据权利要求3所述的双色注塑成型模具组件,其特征在于,所述双色注塑成型模具组件包括两个所述型芯(3),两个所述型芯(3)中的一者位于所述第一工位中,两个所述型芯(3)中的另一者位于所述第二工位中。
5.根据权利要求4所述的双色注塑成型模具组件,其特征在于,两个所述型芯(3)相连接,或,两个所述型芯(3)分别连接至所述转动装置,所述转动装置能驱动两个所述型芯(3)位置对调。
6.根据权利要求3所述的双色注塑成型模具组件,其特征在于,所述第一型腔(1)和所述第二型腔(2)的结构在水平面内相差180°。
7.根据权利要求1所述的双色注塑成型模具组件,其特征在于,所述双色注塑成型模具组件还包括水平移动轨道,所述型芯(3)直接或间接连接至所述水平移动轨道,所述型芯(3)能从所述第一型腔(1)所在位置处沿所述水平移动轨道移动至所述第二型腔(2)所在位置处。
8.根据权利要求1至7中任一项所述的双色注塑成型模具组件,其特征在于,所述阻流凸块(11)由至少两个子凸块组成,相邻的两个所述子凸块之间形成凹槽,所述子凸块在所述一色产品(51)上形成子通孔(4),至少两个所述子通孔(4)组成所述注塑通孔,相邻的两个所述子通孔(4)之间形成加强筋(6)。
9.根据权利要求8所述的双色注塑成型模具组件,其特征在于,所述阻流凸块(11)由四个所述子凸块组成田字格结构。
10.根据权利要求8所述的双色注塑成型模具组件,其特征在于,所述凹槽深度小于所述二色产品(52)的厚度。
技术总结
本技术公开了双色注塑成型模具组件,属于双色注塑加工技术领域,为解决劳动强度大等问题而设计。本技术公开的双色注塑成型模具组件包括:第一型腔,其上设置有阻流凸块;第二型腔;以及型芯,阻流凸块抵接在型芯上,以令一色产品上形成注塑通孔,二色产品的部分结构能穿过注塑通孔后抵达一色产品的背面。本技术公开的双色注塑成型模具组件,加工二色产品的部分注塑材料能穿过注塑通孔后抵达一色产品的背面,实现正反两面有胶位且满足双色成型工艺要求,劳动强度低,节约人工成本,缩短了生产周期;确定注塑通孔所在位置后,即可确定二色产品显露在一色产品背面的结构的位置,提高了产品合格率。
技术研发人员:谢宇,金勇
受保护的技术使用者:天津市中赢新材料科技有限公司
技术研发日:20230915
技术公布日:2024/5/29
- 还没有人留言评论。精彩留言会获得点赞!