一种先贴后涂胶的静音海绵轮胎生产装置的制作方法
本技术属于静音轮胎生产,特别是涉及一种先贴后涂胶的静音海绵轮胎生产装置。
背景技术:
1、静音轮胎是通过在轮胎内壁上贴设多孔材质的海绵,从而实现对轮胎驾驶过程中的共振噪声进行吸收,以减小噪声影响的轮胎。
2、目前在静音轮胎生产技术中,静音海绵需要环绕贴敷于轮胎内壁上,对于相邻海绵侧壁之间连接的牢固性是静音海绵后期是否会脱落的重要因素。如本申请人已公开的cn116423893a一种接头侧面涂胶的静音海绵轮胎生产设备、方法,其具体是采用对s型传输轨道上的静音海绵的端部先露头并涂胶,再进行贴并拼接静音海绵,该种先涂后拼接的方式,难免会有涂胶后的胶水掉落或产生不均匀的情况,影响后续拼接的效果;又如本申请人已公开的cn115723366a一种连续可多段静音海绵轮胎生产设备及其生产方法,其采用涂胶机器人于轮胎内壁上进行涂胶并实现贴敷,其具体是对轮胎内侧壁上进行涂胶使静音海绵的背面与轮胎内壁相贴合,但是并没有给出对应的静音海绵相邻侧壁之间拼接位置的涂胶处理;因此,本申请人通过申请了申请号为202223220436.0,名称为:一种静音海绵轮胎的实用新型专利技术,提出了包括三种端口及拼接形式,使端口之间相互连接以减小风阻产生的影响,降低脱落的风险;但是对于先贴后涂胶,现有技术中并没有对应具体的如何对静音海绵拼接位置进行涂胶的结构出现。因此,这对以上问题,提出了本技术方案的一种先贴后涂胶的静音海绵轮胎生产装置具有重要意义。
技术实现思路
1、本实用新型提供了一种先贴后涂胶的静音海绵轮胎生产装置,通过涂胶机构对拼接后的静音海绵的拼接位置进行涂胶,涂胶机构的端部设有胶水喷头、胶水刷或插入式渗胶工具的涂胶端,对已贴好的静音海绵侧部拼接位置的表面进行喷涂或刷涂后移出,拼接位置位于静音海绵拼接后的拼接缝表面或拼接缝截面处,提高了拼接的牢固性,并且减少了因先侧部涂胶后贴设,需要移动等操作导致的涂胶不均匀甚至胶水掉落的风险,提升了静音海绵侧部连接的强度,解决了背景技术中的问题。
2、为解决上述技术问题,本实用新型是通过以下技术方案实现的:
3、本实用新型的一种先贴后涂胶的静音海绵轮胎生产装置,用于对拼接后的静音海绵的拼接位置进行涂胶,包括涂胶机构;
4、所述涂胶机构的前端伸入至轮胎内,由涂胶机构端部设置的涂胶端对轮胎内所有贴好的静音海绵相邻侧壁的拼接位置进行喷涂或刷涂后移出。
5、进一步地,所述涂胶端为胶水喷头、胶水刷或插入式渗胶工具。
6、进一步地,所述拼接位置位于静音海绵拼接后的拼接缝表面或拼接缝截面处。
7、进一步地,所述插入式渗胶工具包括与拼接缝截面处插接后间隙配合的插接片,所述插接片底部两侧设有出胶开口,通过出胶开口溢出对拼接缝截面处进行涂胶。
8、进一步地,所述涂胶端底部设有姿态变化机构。
9、进一步地,所述姿态变化机构包括旋转结构、移动结构以及角度调整结构。
10、进一步地,所述静音海绵经s型输送轨道传输,并由s型输送轨道前端的压头压贴于轮胎内壁上。
11、进一步地,在对拼接位置进行涂胶前或后,通过滚压机构对静音海绵(12)进行滚压。
12、进一步地,所述涂胶端为胶水喷头或胶水刷。
13、进一步地,所述涂胶机构的端部还设有与涂胶端相配合的工业相机。
14、进一步地,所述涂胶端底部设有姿态变化机构,使涂胶端能够对轮胎内的各静音海绵侧壁拼接位置的表面进行涂胶,实现姿态变化及调节的作用。
15、进一步地,所述姿态变化机构包括旋转结构、移动结构以及角度调整结构。
16、进一步地,所述静音海绵经s型输送轨道传输,并由s型输送轨道前端的压头压贴于轮胎内壁上。
17、本实用新型相对于现有技术包括有以下有益效果:
18、(1)本方案通过涂胶机构对拼接后的静音海绵的拼接位置进行涂胶,涂胶机构的端部设有胶水喷头、胶水刷或插入式渗胶工具的涂胶端,对已贴好的静音海绵侧部拼接位置的表面进行喷涂或刷涂后移出,提高了拼接的牢固性,并且减少了因先侧部涂胶后贴设,需要移动等操作导致的涂胶不均匀甚至胶水掉落的风险,提升了静音海绵侧部连接的强度;
19、(2)本技术的涂胶机构结构简单,能够适应不同形式的静音海绵侧部拼接的要求。
20、当然,实施本实用新型的任一产品并不一定需要同时达到以上所述的所有优点。
技术特征:
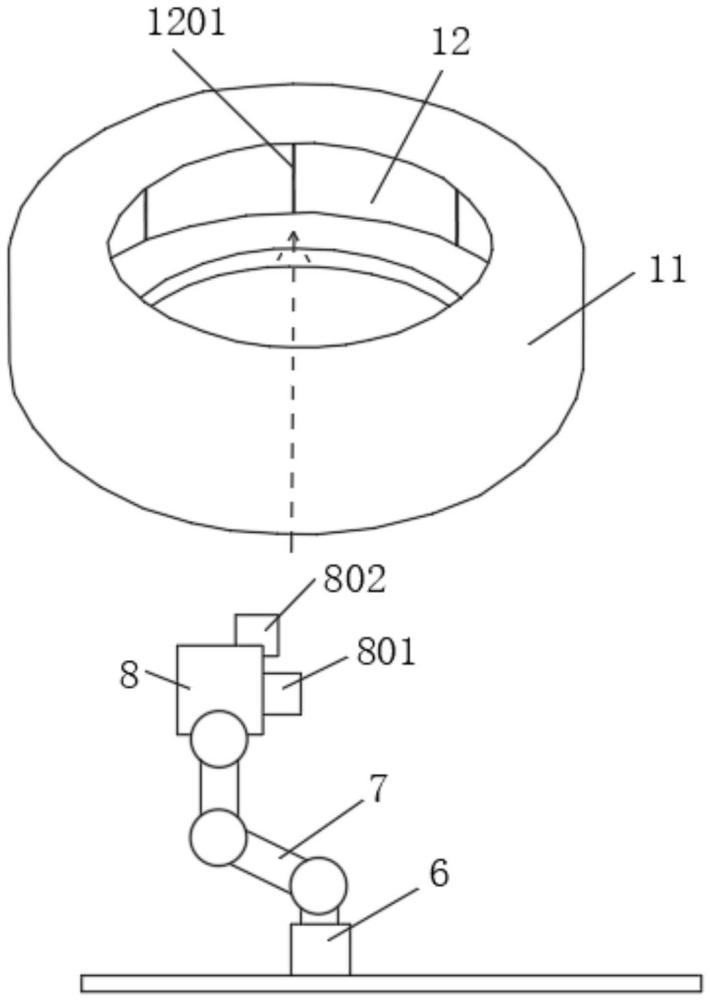
1.一种先贴后涂胶的静音海绵轮胎生产装置,用于对拼接后的静音海绵(12)的拼接位置(1201)进行涂胶,其特征在于,包括涂胶机构;
2.根据权利要求1所述的一种先贴后涂胶的静音海绵轮胎生产装置,其特征在于,所述涂胶端(801)为胶水喷头、胶水刷或插入式渗胶工具。
3.根据权利要求1所述的一种先贴后涂胶的静音海绵轮胎生产装置,其特征在于,所述拼接位置(1201)位于静音海绵(12)拼接后的拼接缝表面或拼接缝截面处。
4.根据权利要求2所述的一种先贴后涂胶的静音海绵轮胎生产装置,其特征在于,所述插入式渗胶工具包括与拼接缝截面处插接后间隙配合的插接片(9),所述插接片(9)底部两侧设有出胶开口(902),通过出胶开口(902)溢出对拼接缝截面处进行涂胶。
5.根据权利要求1所述的一种先贴后涂胶的静音海绵轮胎生产装置,其特征在于,所述涂胶端(801)底部设有姿态变化机构。
6.根据权利要求5所述的一种先贴后涂胶的静音海绵轮胎生产装置,其特征在于,所述姿态变化机构包括旋转结构、移动结构以及角度调整结构。
7.根据权利要求1所述的一种先贴后涂胶的静音海绵轮胎生产装置,其特征在于,所述静音海绵(12)经s型输送轨道(3)传输,并由s型输送轨道(3)前端的压头压贴于轮胎(11)内壁上。
技术总结
本技术公开了一种先贴后涂胶的静音海绵轮胎生产装置,涉及静音轮胎生产技术领域。本技术通过涂胶机构对拼接后的静音海绵的拼接位置进行涂胶,涂胶机构的端部设有胶水喷头、胶水刷或插入式渗胶工具的涂胶端,对已贴好的静音海绵侧部拼接位置的表面进行喷涂或刷涂后移出,拼接位置位于静音海绵拼接后的拼接缝表面或拼接缝截面处,提高了拼接的牢固性,并且减少了因先侧部涂胶后贴设,需要移动等操作导致的涂胶不均匀甚至胶水掉落的风险,提升了静音海绵侧部连接的强度;涂胶机构结构简单,能够适应不同形式的静音海绵侧部拼接的要求。
技术研发人员:李炜,何浩林,原明君,刘欣欣
受保护的技术使用者:上海昂显机械设备有限公司
技术研发日:20230926
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!