车用调节气囊气管焊接装置的制作方法
本技术属于汽车座椅气囊生产,具体涉及一种车用调节气囊气管焊接装置。
背景技术:
1、车用调节气囊是设置在汽车座椅中用来调节支撑力的气囊,并且通过充放气也能实现一定按摩功能,目前越来越多的汽车座椅中用到了车用调节气囊。车用调节气囊包括两片膜以及插在两片膜中的气管,三者焊接,通过气管在两片膜中充气和排气,来实现上述功能。
2、在车用调节气囊的自动化制造中,需要先在两片贴合的长膜中间隔焊接一段气管,以便后续直接批量焊接两片长膜的相应区域,得到气囊。目前没有能够在两片贴合的长膜中间隔焊接一段气管的设备,为此,本申请提出一种车用调节气囊气管焊接装置,来实现该功能以满足车用调节气囊的自动化制造的要求。
技术实现思路
1、本实用新型的目的是提供一种车用调节气囊气管焊接装置,以实现在两片贴合的长膜中间隔焊接一段气管。
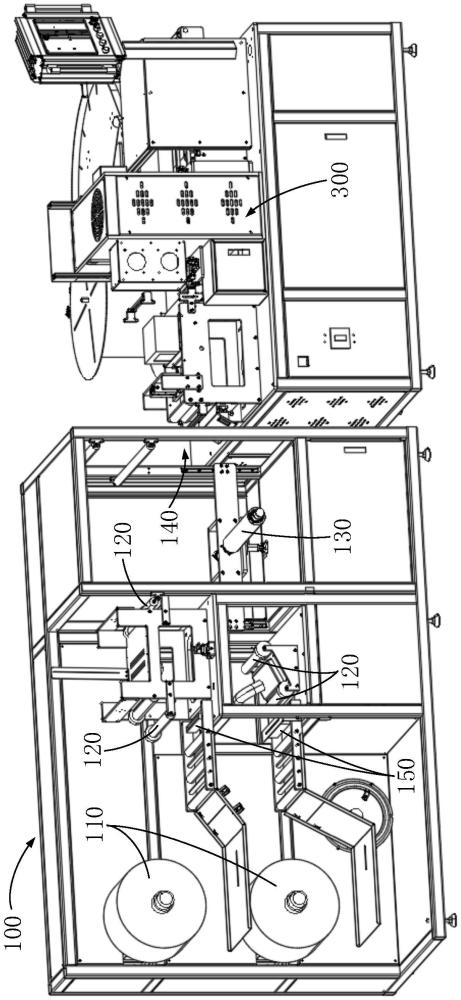
2、为此,本实用新型提供了一种车用调节气囊气管焊接装置,包括:双膜输送机构,其适于将两片膜贴合后送出;气管递送机构,其适于将气管插入暂停的两片膜中,并在焊接机构将气管与膜相应部分焊接后,从两片膜中退出,以进行下一次插入。
3、进一步,所述双膜输送机构包括:上下设置的两个膜放卷机,放卷的两道膜通过若干导辊在贴合辊处汇聚贴合后,从输出口送出。
4、进一步,所述双膜输送机构还包括:除静电组件,其设置在所述膜放卷机与所述贴合辊之间,适于对膜除静电。
5、进一步,所述气管递送机构包括:直线模组,其斜对从所述输出口送出的膜;气管后端限位组件,其设置在所述直线模组的滑台上;气管定位组件,其设置在所述气管后端限位组件的前方;气管前端引导组件,其设置在所述滑台上,并伸至所述气管定位组件的前方。
6、进一步,所述气管定位组件包括:定位夹爪,其设置在所述气管后端限位组件的前方,且其一爪上开有定位槽;气管剪,其设置在所述定位夹爪的前侧。
7、进一步,所述气管后端限位组件包括:后端夹爪,其设置在所述滑台上;一对限位杆,其设置在所述后端夹爪的一爪上,且间距与气管的外径适配;所述后端夹爪的另一爪上开有与一对所述限位杆适配的限位杆通孔;所述限位杆适于穿入相应的限位杆通孔中,以形成气管穿孔,且所述气管穿孔与所述定位槽对齐。
8、进一步,所述气管前端引导组件包括:分离驱动件,其设置在所述滑台上;延长杆,其设置在所述分离驱动件上,且前端伸至所述气管剪的前方;气管插杆,其与所述延长杆的前端相连,且朝向所述定位槽,并与定位槽对齐;尖头分拨片,其尾部包覆所述延长杆的前端,尖头朝向暂停输送的两片膜。
9、进一步,所述焊接机构包括:高周波焊机,其适于将插入两片膜中的气管与膜焊接。
10、本实用新型的有益效果是,本实用新型通过设置双膜输送机构,可以将两片膜贴合后送出,通过设置气管递送机构可以在两片膜暂停时,将气管插入暂停的两片膜中,之后通过焊接机构将气管与膜相应部分焊接,随后气管递送机构从两片膜中退出,以进行下一次插入,实现了在两片贴合的长膜中间隔焊接一段气管,从而满足车用调节气囊的自动化制造的要求。
技术特征:
1.一种车用调节气囊气管焊接装置,其特征在于,包括:
2.根据权利要求1所述的车用调节气囊气管焊接装置,其特征在于,
3.根据权利要求2所述的车用调节气囊气管焊接装置,其特征在于,
4.根据权利要求3所述的车用调节气囊气管焊接装置,其特征在于,
5.根据权利要求4所述的车用调节气囊气管焊接装置,其特征在于,
技术总结
本技术属于汽车座椅气囊生产技术领域,具体涉及一种车用调节气囊气管焊接装置。本车用调节气囊气管焊接装置,包括:双膜输送机构,其适于将两片膜贴合后送出;气管递送机构,其适于将气管插入暂停的两片膜中,并在焊接机构将气管与膜相应部分焊接后,从两片膜中退出,以进行下一次插入。本技术通过设置双膜输送机构,可以将两片膜贴合后送出,通过设置气管递送机构可以在两片膜暂停时,将气管插入暂停的两片膜中,之后通过焊接机构将气管与膜相应部分焊接,随后气管递送机构从两片膜中退出,以进行下一次插入,实现了在两片贴合的长膜中间隔焊接一段气管,从而满足车用调节气囊的自动化制造的要求。
技术研发人员:所思路
受保护的技术使用者:江苏恩迪汽车系统股份有限公司
技术研发日:20230927
技术公布日:2024/5/6
- 还没有人留言评论。精彩留言会获得点赞!