一种汽车注塑件成型模具的制作方法
本技术涉及注塑件成型模具,具体为一种汽车注塑件成型模具。
背景技术:
1、模具是工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具,简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成,它主要通过所成型材料物理状态的改变来实现物品外形的加工,然而,现有的汽车轮毂成型模具,在进行合模时,上模与下模压合时容易发生移位从而导致轮毂成型精度较低,且现有的轮毂在成型模具上成型后不易取出,需要人工将成型后的轮毂移走,不仅费时费力,且刚压铸成型后的轮毂具有较高的温度,存在一定的安全隐患。
2、在中国实用新型专利申请公开说明书cn 209935827 u公开的一种汽车轮毂成型模具,包括工作台,所述工作台上设有顶出机构,且工作台的顶部固定安装有下模具,所述顶出机构的一端延伸至下模具的内部,所述下模具的顶部活动连接有上模具,所述工作台顶部的两侧均固定连接有支架,所述支架的顶部固定连接有顶板,所述顶板顶端的中部固定安装有气缸。该汽车轮毂成型模具,通过气缸带动活塞杆底部的连接板升降,从而带动连接板上伸缩杆底部的上模具升降,从而与固定在工作台上的下模具进行快速脱合模,并通过导向柱的导向,提高上模具与下模具压合的精度,通过伸缩杆和弹簧的配合提高上模具和下模具压合的紧密性。
3、但是该注塑件成型模具整体性较差且有柱体支撑组成,在工作过程中注入塑液时可能会出现渗漏的情况,由于工作中有高温的情况,渗漏会导致工作人员产生一定的风险,且在相关领域起到的作用也是相对有限,由于内部有柱体组成,在模具的生产过程中会减少压力,可能会导致成本的质量问题,从而产生一定的成本问题。
技术实现思路
1、本实用新型的目的在于提供一种汽车注塑件成型模具,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种汽车注塑件成型模具,上模板,所述上模板底部固定连接有压柱,所述压柱底部开设有凸压机构,所述上模板底部固定连接有固定柱,所述上模板顶部固定连接有注塑机构;
3、下模板,所述下模板顶部开设有圆槽,所述圆槽内部开设有凹压机构。
4、优选的,所述凸压机构包括有压柱、轮毂外壳心、轮毂外壳边叶、螺纹,所述压柱顶部开设有轮毂外壳心,所述轮毂外壳心内侧壁开设有螺纹,所述轮毂外壳心一侧固定连接有轮毂外壳边叶。
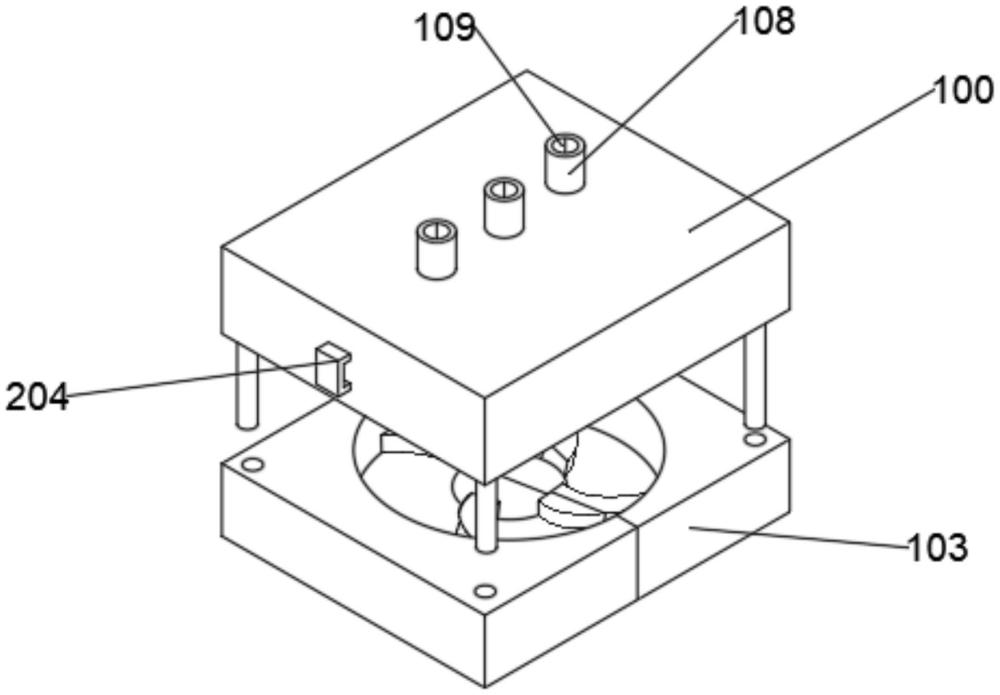
5、优选的,所述注塑机构包括有注管、入塑口、出塑口,所述注管顶部开设有入塑口,所述注管底部开设有出塑口,通过三个注管的设置,从而达到了使的内部塑液分布均匀的目的,避免了汽车轮毂外壳生产完成时出现了局部缺失不全的失败品出现,进一步的增加了工作的效率。
6、优选的,所述凹压机构包括有圆槽、压底、凸压叶,所述圆槽内部开设有压底,所述压底一侧固定连接有凸压叶,使用时,该下模板机构贴合上模板,从而达到了防止塑液漏出的现象,避免了成品汽车轮毂外壳的底部出现成品结构不完整的情况。
7、优选的,所述下模板顶部开设有圆孔,通过圆孔的设置,使用时,和通过对准圆孔,将固定柱插接到圆孔的内部,从而达到了整体贴合上模板和下模板的作用,避免错位的产生导致的汽车轮毂外壳失败品的产生。
8、优选的,所述上模板一侧固定连接有挂栓,通过挂栓的设置,使用时,工作人员将吊机挂钩连接到挂栓的内部,从而达到拉升上模板的作用,方便了汽车轮毂外壳的取出避免了高温过程中出现的烫伤的情况出现。
9、与现有技术相比,本实用新型的有益效果是:
10、1.该一种汽车注塑件成型模具,通过压柱、轮毂外壳心、轮毂外壳边叶、螺纹、注管、入塑口、出塑口的设置,使用时,工作人员将上模板放置插接到下模板内部贴合在一起,工作人员再将塑液通过注管内部的入塑口注入到注塑件成型模具,通过出塑口塑液进入到注塑件成型模具的内部,塑液进入到轮毂外壳心、轮毂外壳边叶,在通过上模板和下模板进行挤压冷却,从而达到形成汽车轮毂外壳的表面的成型,在通过上模板螺纹的设置,从而达到成型后的汽车轮毂外壳产生螺纹状,从而达到安装汽车轮毂外壳时,可以将汽车轮毂外壳拧紧到汽车轮毂的外部,这种成品的汽车轮毂外壳方便了汽车日常的维修和维护工作,对于轮毂外部起到保护和美观的作用,在通过圆槽、压底、凸压叶的设置,使用时,该下模板机构贴合上模板,从而达到了防止塑液漏出的现象,避免了成品汽车轮毂外壳的底部出现成品结构不完整的情况,从而增加了失败品的出现。
11、2.该一种汽车注塑件成型模具,通过挂栓的设置,使用时,工作人员将吊机挂钩连接到挂栓的内部,从而达到拉升上模板的作用,方便了汽车轮毂外壳的取出避免了高温过程中出现的烫伤的情况出现,在通过注管、入塑口、出塑口的设置,该汽车注塑件成型模具设置了三个注管、入塑口和出塑口,工作时,塑液通过该设置进入到注塑件成型模具内部,通过三个注管的设置,从而达到了使的内部塑液分布均匀的目的,避免了汽车轮毂外壳生产完成时出现了局部缺失不全的失败品出现,进一步的增加了工作的效率,减少一定的成本问题,通过圆孔和固定柱的设置,使用时,和通过对准圆孔,将固定柱插接到圆孔的内部,从而达到了整体贴合上模板和下模板的作用,避免错位的产生导致的汽车轮毂外壳失败品的产生,进一步加快工作效率的目的。
技术特征:
1.一种汽车注塑件成型模具,其特征在于:包括
2.根据权利要求1所述的一种汽车注塑件成型模具,其特征在于:所述凸压机构包括有压柱(101)、轮毂外壳心(105)、轮毂外壳边叶(106)、螺纹(107),所述压柱(101)顶部开设有轮毂外壳心(105),所述轮毂外壳心(105)内侧壁开设有螺纹(107),所述轮毂外壳心(105)一侧固定连接有轮毂外壳边叶(106)。
3.根据权利要求1所述的一种汽车注塑件成型模具,其特征在于:所述注塑机构包括有注管(108)、入塑口(109)、出塑口(200),所述注管(108)顶部开设有入塑口(109),所述注管(108)底部开设有出塑口(200)。
4.根据权利要求1所述的一种汽车注塑件成型模具,其特征在于:所述凹压机构包括有圆槽(104)、压底(201)、凸压叶(202),所述圆槽(104)内部开设有压底(201),所述压底(201)一侧固定连接有凸压叶(202)。
5.根据权利要求1所述的一种汽车注塑件成型模具,其特征在于:所述下模板(103)顶部开设有圆孔(203)。
6.根据权利要求1所述的一种汽车注塑件成型模具,其特征在于:所述上模板(100)一侧固定连接有挂栓(204)。
技术总结
本技术涉及注塑件成型模具技术领域,具体为一种汽车注塑件成型模具,上模板,所述上模板底部固定连接有压柱,所述压柱底部开设有凸压机构,所述上模板底部固定连接有固定柱,所述上模板顶部固定连接有注塑机构,下模板,所述下模板顶部开设有圆槽,所述圆槽内部开设有凹压机构,通过压柱、轮毂外壳心、轮毂外壳边叶、螺纹、注管、入塑口、出塑口的设置,使用时,工作人员将上模板放置插接到下模板内部贴合在一起,工作人员再将塑液通过注管内部的入塑口注入到注塑件成型模具,通过出塑口塑液进入到注塑件成型模具的内部,塑液进入到轮毂外壳心、轮毂外壳边叶,在通过上模板和下模板进行挤压冷却,从而达到形成汽车轮毂外壳的表面的成型。
技术研发人员:皮红
受保护的技术使用者:宝利根南通精密模塑有限公司
技术研发日:20231007
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!