一种耐高温绝缘材料的压延成型装置的制作方法
本技术涉及压延成型设备,具体地说,涉及一种耐高温绝缘材料的压延成型装置。
背景技术:
1、耐高温绝缘材料,如pvc、橡胶类材料,在制备的时候,通常需要进行压延操作,压延操作能够将厚度较厚的原料给延展成厚度较薄、长度更长的原料,使原料的薄厚度能够满足要求,进行压延操作时,通常是在对应的压延成型设备上完成的,市场上的压延成型设备一般均是利用压延辊的转动,实现将从两个压延之间穿过的原料进行压延操作。
2、市场上的压延成型装置在使用时,存在不能将原料朝着压延辊长度方向的中心位置进行输送的缺陷,同时也不便于在压延之前,将原料给挤压至大致相等的厚度,随着压延操作进行时,会由于输送原料的位置发生偏移以及一开始的各个部位的厚度差较大造成挤压成型后的原料的宽度不够均匀,宽度不够均匀会影响后续正常的裁切操作,给使用者带来不便。鉴于此,我们提出了一种耐高温绝缘材料的压延成型装置。
技术实现思路
1、本实用新型的目的在于提供一种耐高温绝缘材料的压延成型装置,以解决上述背景技术中提出的缺陷。
2、为实现上述目的,本实用新型提供如下技术方案:
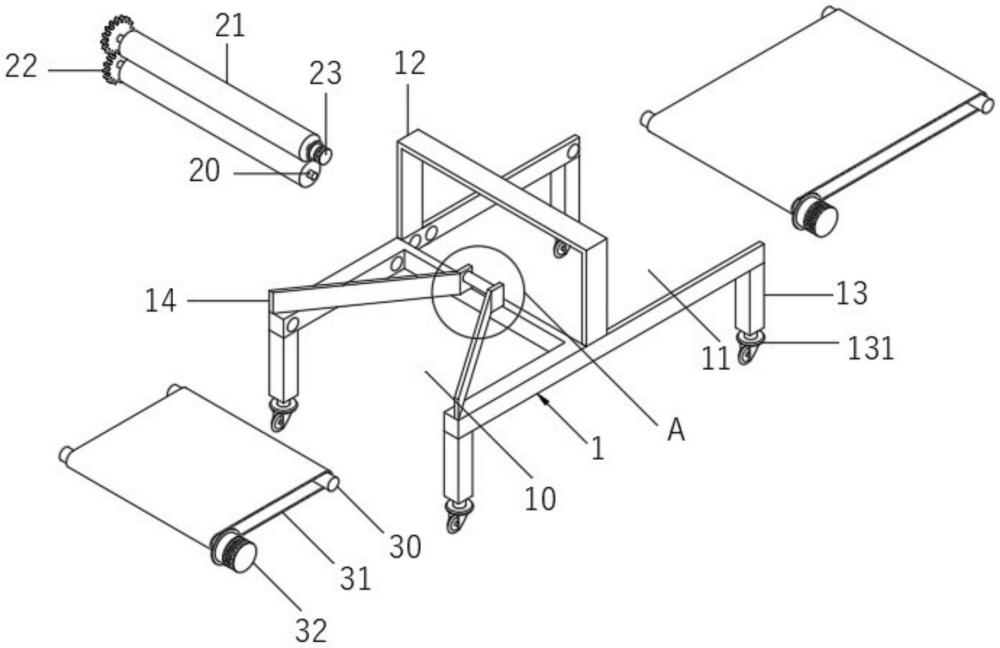
3、一种耐高温绝缘材料的压延成型装置,包括支撑架,所述支撑架的上表面上固定安装有截面呈倒u形的u形架,所述u形架上设置有压延组件,所述压延组件包括上下两个相互对称且与所述u形架之间转动连接的转轴,所述转轴上固定安装有压延辊,两个所述转轴的同一端部均固定安装有齿轮,两个所述齿轮之间相互啮合,其中一个所述转轴的末端同轴设置有第一驱动电机,所述支撑架的前侧架体上固定安装有左右两个相互对称且用于将原料朝着所述支撑架中心位置汇聚的挡料板,所述挡料板的端部固定安装有竖直板,两个所述竖直板之间通过转轴转动连接有压平辊。
4、优选的,所述支撑架的前侧板体上设置有前侧孔,所述支撑架的后侧板体上设置有后侧孔,所述前侧孔和所述后侧孔内均设置有输送组件,所述输送组件包括左右两个相互对称且与所述支撑架之间转动连接的长轴,对应的两个所述长轴之间通过输送带连接,其中一个所述长轴的末端同轴设置有第二驱动电机,便于利用输送带转动进行原料的输送操作。
5、优选的,所述挡料板位于所述输送带的上方,用于对输送带上的原料进行阻挡操作。
6、优选的,所述输送带的上表面与所述支撑架的上表面位于同一平面上,用于原料的正常输送操作。
7、优选的,下方的所述压延辊位于所述后侧孔部位,下方的压延辊的侧投影与所述支撑架的侧投影重合,使处在两个压延辊之间的原料能够正常在两个输送带上被向前输送。
8、优选的,所述支撑架的底面上固定安装有四个呈矩阵式排列的支撑腿,所述支撑腿的底端固定安装有滚轮,方便该装置的移动。
9、优选的,所述压平辊位于所述输送带的上方,用于对原料进行下压、整平操作。
10、优选的,前侧的所述输送带的表面与所述挡料板的底面相互贴合,用于减少原料的向外掉出。
11、与现有技术相比,本实用新型的有益效果是:
12、1、本实用新型通过设置的压延组件,便于利用压延辊的转动,实现对处在两个压延辊之间的原料进行压延操作,另外通过设置的挡料板,能够实现将原料朝着两个挡料板的中间位置汇聚,另外,通过设置的压平辊,能够将原料大致下压成相等的厚度,利于后续经过压延辊压延时,能够将原料给挤压成宽度大致一致,方便使用,达到能够将原料朝着中间位置输送和适当压平的效果,方便使用。
13、2、本实用新型通过设置的输送组件,便于利用第二驱动电机工作,带动输送带转动,实现将原料向前输送,方便使用。
技术特征:
1.一种耐高温绝缘材料的压延成型装置,包括支撑架(1),其特征在于:所述支撑架(1)的上表面上固定安装有截面呈倒u形的u形架(12),所述u形架(12)上设置有压延组件(2),所述压延组件(2)包括上下两个相互对称且与所述u形架(12)之间转动连接的转轴(20),所述转轴(20)上固定安装有压延辊(21),两个所述转轴(20)的同一端部均固定安装有齿轮(22),两个所述齿轮(22)之间相互啮合,其中一个所述转轴(20)的末端同轴设置有第一驱动电机(23),所述支撑架(1)的前侧架体上固定安装有左右两个相互对称且用于将原料朝着所述支撑架(1)中心位置汇聚的挡料板(14),所述挡料板(14)的端部固定安装有竖直板(15),两个所述竖直板(15)之间通过转轴转动连接有压平辊(151)。
2.根据权利要求1所述的耐高温绝缘材料的压延成型装置,其特征在于:所述支撑架(1)的前侧板体上设置有前侧孔(10),所述支撑架(1)的后侧板体上设置有后侧孔(11),所述前侧孔(10)和所述后侧孔(11)内均设置有输送组件(3),所述输送组件(3)包括左右两个相互对称且与所述支撑架(1)之间转动连接的长轴(30),对应的两个所述长轴(30)之间通过输送带(31)连接,其中一个所述长轴(30)的末端同轴设置有第二驱动电机(32)。
3.根据权利要求2所述的耐高温绝缘材料的压延成型装置,其特征在于:所述挡料板(14)位于所述输送带(31)的上方,用于对输送带(31)上的原料进行阻挡操作。
4.根据权利要求3所述的耐高温绝缘材料的压延成型装置,其特征在于:所述输送带(31)的上表面与所述支撑架(1)的上表面位于同一平面上,用于原料的正常输送操作。
5.根据权利要求4所述的耐高温绝缘材料的压延成型装置,其特征在于:下方的所述压延辊(21)位于所述后侧孔(11)部位,下方的压延辊(21)的侧投影与所述支撑架(1)的侧投影重合。
6.根据权利要求1所述的耐高温绝缘材料的压延成型装置,其特征在于:所述支撑架(1)的底面上固定安装有四个呈矩阵式排列的支撑腿(13),所述支撑腿(13)的底端固定安装有滚轮(131)。
7.根据权利要求2所述的耐高温绝缘材料的压延成型装置,其特征在于:所述压平辊(151)位于所述输送带(31)的上方,用于对原料进行下压、整平操作。
8.根据权利要求2所述的耐高温绝缘材料的压延成型装置,其特征在于:前侧的所述输送带(31)的表面与所述挡料板(14)的底面相互贴合,用于减少原料的向外掉出。
技术总结
本技术涉及压延成型设备技术领域,具体地说,涉及一种耐高温绝缘材料的压延成型装置,包括支撑架,支撑架的上表面上固定安装有U形架,U形架上设置有压延组件,压延组件包括上下两个相互对称的转轴,转轴上固定安装有压延辊,两个转轴的同一端部均固定安装有齿轮,两个齿轮之间相互啮合,其中一个转轴的末端同轴设置有第一驱动电机,支撑架的前侧架体上固定安装有左右两个挡料板,挡料板的端部固定安装有竖直板,两个竖直板之间转动连接有压平辊,前侧孔和后侧孔内均设置有输送组件,输送组件包括左右两个长轴,对应的两个长轴之间通过输送带连接。本技术便于进行压延操作,利于对原料进行导向,方便使用。
技术研发人员:王维州
受保护的技术使用者:同皓精密科技(苏州)有限公司
技术研发日:20231008
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!