锁模油缸泄压装置和注塑机的制作方法
本技术涉及注塑设备锁模油缸,特别涉及一种锁模油缸泄压装置和注塑机。
背景技术:
1、注塑设备在自动化生产的过程中时常会出现电力系统故障的情况,若注塑机在锁模过程中出现电力系统故障,注塑机停机但会一直保持高压锁模状态直至系统恢复,此过程中模具会因为高压被锁死无法打开,但长时间的高压锁模状态容易导致模具或设备零件损坏,甚至导致整台设备发生故障,影响生产工作效率,若不及时泄压,还易出现安全隐患。
2、现有应对注塑机模具锁死的方法主要有两种,一种是通过电脑设定高压锁模时间限值及故障时开模距离,超过该时间限值后电脑发出警报,并进行开模到设定距离,但该方案不能避免高压锁模时停电,电脑断电导致模具锁死的情况;还有一种常用的方法是调整注塑机的机械结构,使注塑机开模时作用力加大,在高压锁模过程中依旧能顺利开模,但该方法也不能从根本上避免模具锁死的问题。
技术实现思路
1、本实用新型的主要目的是提供一种锁模油缸泄压装置,旨在解决多注塑设备锁模过程中出现电力故障,无法泄压开模影响生产的问题。
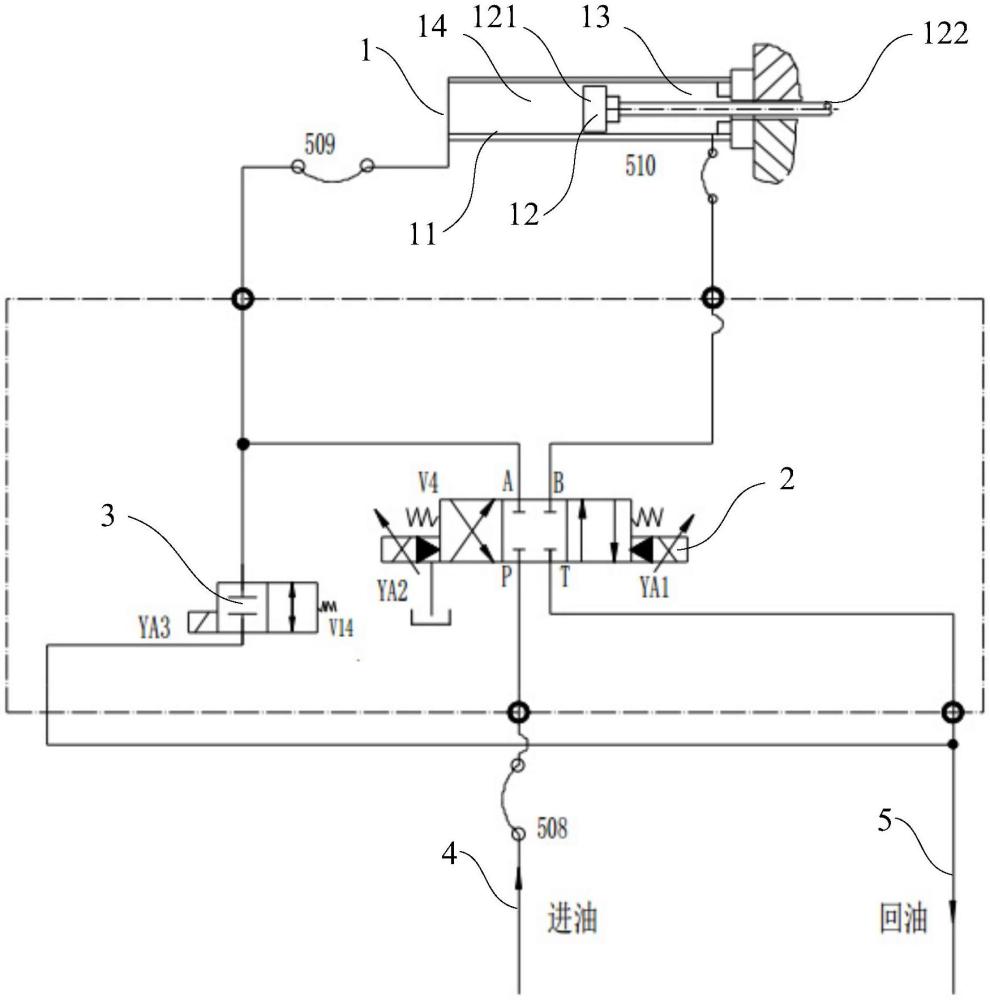
2、为实现上述目的,本实用新型提出一种锁模油缸泄压装置,包括锁模油缸、开模锁模阀、和泄压阀,所述锁模油缸内设有可移动的活塞组件,所述开模锁模阀控制所述锁模油缸进油和回油;当所述开模锁模阀控制所述锁模油缸进油时,所述活塞组件向第一方向移动,以执行锁模动作;当所述开模锁模阀控制所述锁模油缸回油时,所述活塞组件向第二方向移动,以执行开模动作,所述第二方向与所述第一方向相反;所述泄压阀与所述锁模油缸进油油路连通,当所述开模锁模阀控制所述锁模油缸进油时,所述泄压阀可控制所述活塞组件向第一方向移动。
3、可选地,所述泄压阀为电磁方向阀。
4、可选地,所述开模锁模阀为三位四通阀。
5、可选地,所述锁模油缸泄压装置还包括上位感应系统,所述上位感应系统检测所述开模锁模阀控制所述锁模油缸进油时间,当所述进油时间达到设定时间时,所述上位感应系统控制所述泄压阀导通。
6、可选地,所述上位感应系统包括计时器,所述计时器用于计算所述锁模油缸进油时间,所述计时器触发所述上位感应系统控制所述泄压阀导通。
7、可选地,所述上位感应系统中具有掉电检测电路,所述掉电检测电路与所述锁模油缸的电源端连接,所述掉电检测电路用于在所述锁模油缸掉电时,触发所述上位感应系统控制所述泄压阀导通。
8、一种注塑机,包括模板以及以上任意一项所述的锁模油缸泄压装置,所述锁模油缸泄压装置作用于所述模板,控制所述模板锁模和开模。
9、本实用新型技术方案通过采用电磁方向阀作为泄压阀,电磁方向阀在上位感应系统发出指令或断电的情况下都能使磁力消失,阀门通路改变接通至泄压油路,锁模油缸无杆腔内液体流出,通过压强作用将锁模油缸活塞往无杆腔推动,达到给模具泄压的目的。本实用新型在通电和断电状态下均可改变电磁方向阀状态,即在线路故障导致锁模时间过长以及突然断电时,均可给模具泄压,避免设备长时间处于高压锁模状态造成损坏或事故。
技术特征:
1.一种锁模油缸泄压装置,其特征在于,包括锁模油缸、开模锁模阀、和泄压阀,所述锁模油缸内设有可移动的活塞组件,所述开模锁模阀控制所述锁模油缸进油和回油;
2.如权利要求1所述的锁模油缸泄压装置,其特征在于,所述泄压阀为电磁方向阀。
3.如权利要求1所述的锁模油缸泄压装置,其特征在于,所述开模锁模阀为三位四通阀。
4.如权利要求1所述的锁模油缸泄压装置,其特征在于,所述锁模油缸泄压装置还包括上位感应系统,所述上位感应系统检测所述开模锁模阀控制所述锁模油缸进油时间,当所述进油时间达到设定时间时,所述上位感应系统控制所述泄压阀导通。
5.如权利要求4所述的锁模油缸泄压装置,其特征在于,所述上位感应系统包括计时器,所述计时器用于计算所述锁模油缸进油时间,所述计时器触发所述上位感应系统控制所述泄压阀导通。
6.如权利要求4所述的锁模油缸泄压装置,其特征在于,所述上位感应系统中具有掉电检测电路,所述掉电检测电路与所述锁模油缸的电源端连接,所述掉电检测电路用于在所述锁模油缸掉电时,触发所述上位感应系统控制所述泄压阀导通。
7.一种注塑机,其特征在于,包括模板以及如权利要求1至6任意一项所述的锁模油缸泄压装置,所述锁模油缸泄压装置作用于所述模板,控制所述模板锁模和开模。
技术总结
本技术公开了一种锁模油缸泄压装置和注塑机,应用于注塑设备锁模油缸技术领域,包括锁模油缸、开模锁模阀、和泄压阀,所述锁模油缸内设有可移动的活塞组件,所述开模锁模阀控制所述锁模油缸进油和回油;当所述开模锁模阀控制所述锁模油缸进油和回油时,所述活塞组件向第一方向和第二方向移动,以执行锁模和开模动作;所述泄压阀与所述锁模油缸进油油路连通,当所述开模锁模阀控制所述锁模油缸进油时,所述泄压阀可控制所述活塞组件向第一方向移动。本技术技术方案采用电磁方向阀作为泄压阀,电磁方向阀在上位感应系统发出指令或断电的情况下都能使阀门通路改变接通至泄压油路,在锁模时间过长以及突然断电时均可给模具泄压。
技术研发人员:方忠宝,李弘臻,龚剑锋
受保护的技术使用者:广东伊之密精密注压科技有限公司
技术研发日:20231011
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!