一种塑料瓶盖压塑成型的快拆式热压定型机构的制作方法
本技术涉及塑料瓶盖压塑相关设备,具体是涉及一种塑料瓶盖压塑成型的快拆式热压定型机构。
背景技术:
1、热压成型是塑料加工业中简单、普遍之加工方法。其原理是将预先裁好的片状或板状材料夹紧在成型机的框架上,让其在高弹态的适宜温度下加热软化,片材或板材一边受热、一边延伸,而后凭借施加的压力,使其紧贴模具型面,取得与型面相仿的形状,经冷却定型和裁剪修整后即得到塑料成品。
2、中国专利cn115871149a所公开的一种塑料热压定型机,包括热压底座和模具座,所述热压底座安装在热压机上,所述模具座插装在热压底座内。上述方案通过将热压成型模具安装到模具座内,而后将模具座快速插装到热压底座内固定,从而快速对热压模具进行更换,有效的降低了模具更换的时间,简化更换操作,通过利用隔热垫进行隔热,进而降低模具座的温度,避免工作人员被高温模具烫伤的情况发生,通过将电加热板设置在模具座内,随热压模具同步拆卸安装,使电加热板故障时,利用更换热压模具,进行不同的塑料热压工作,可以有效避免因电加热板故障而导致热压工作停止的情况发生。
3、该装置中的热压成型模具在安装到模具座内的过程中,通过各种卡接方式将热压成型模具固定在模具座中,这样的方式过于繁琐,不利于热压成型模具的快速更换,同时,该对装置中采用人工手动将热压成型模具在从模具座内取下来时,由于加热后的热压成型模具的温度较高,从而无法立刻取下来。
技术实现思路
1、针对上述问题,提供一种塑料瓶盖压塑成型的快拆式热压定型机构,通过固定机构的设置,将成型模具自动固定在加热机构上,使成型模具在装拆过程中更加便捷,通过顶出件的设置,能够自动将成型模具从加热机构中向上顶,使得成型模具能够自动从加热机构中出来,无需人工手动将成型模具从加热机构中取出,进而提高成型模具的更换速度。
2、为解决现有技术问题,本实用新型提供一种塑料瓶盖压塑成型的快拆式热压定型机构,包括有底板和设置在底板上的加热机构、成型模具、固定机构、下压件和顶出件,所述加热机构设置在底板上,所述固定机构设置在加热机构上,所述成型模具通过固定机构固定在加热机构上,所述顶出件设置在成型模具的下方,所述下压件设置在底板上。
3、优选地,所述成型模具包括有上成型座和下成型块,所述上成型座设置在下压件的下压端上,所述下成型块具有多个分别等距排列的设置在加热机构上。
4、优选地,加热机构包括有加热底座和支撑柱,所述加热底座的底部通过多个支撑柱固定在底板上,所述加热底座的顶部开设有多个供对应的下成型块嵌入的限位槽。
5、优选地,所述固定机构包括有第一固定块、第二固定块和驱动组件,所述第一固定块和第二固定块呈水平状的设置在加热底座上,所述第一固定块和第二固定块分别位于下成型块的两侧,所述第一固定块靠近下成型块的一侧开设有与下成型块外部抵接的第一卡槽,所述第二固定块靠近下成型块的一侧开设有与下成型块外部抵接的第二卡槽,所述驱动组件具有两个分别设置在加热底座的两侧,所述两个驱动组件分别与第一固定块和第二固定块的两端呈联动设置。
6、优选地,所述加热底座的两侧均开设有放置槽,所述驱动组件包括有驱动电机、螺纹杆、第一连接块和第二连接块,所述驱动电机设置在加热底座所开设的放置槽的外部,所述驱动电机的输出端穿过加热底座所开设的放置槽并且延伸至放置槽内,所述螺纹杆呈水平状的设置在放置槽内,螺纹杆的一端与驱动电机的输出端呈转动连接,所述第一连接块具有两个分别设置在第一固定块的两端,所述第一连接块远离第一固定块的一端延伸至放置槽内,所述第二连接块具有两个分别设置在第二固定块的两端,所述第二连接块远离第二固定块的一端延伸至放置槽内,所述第一连接块和第二连接块上均开设有供螺纹杆插入的螺纹孔。
7、优选地,所述顶出件包括有电动气缸、升降板和顶柱,所述电动气缸设置在底板上,电动气缸的输出端向上设置,所述升降板呈水平状设置在电动气缸的输出端上,所述顶柱的数量与下成型块的数量相同并且一一对应,顶柱设置在升降板的顶部,顶柱远离升降板的一端穿过加热底座向限位槽的内部延伸。
8、优选地,所述加热底座的顶部设置有多个引导杆,引导杆的顶部穿过上成型座向上延伸,引导杆的顶部设置有挡板。
9、优选地,所述加热底座的顶部开设有滑槽,所述第一固定块和第二固定块的底部均设置有滑块,所述滑块位于滑槽内。
10、本实用新型相比较于现有技术的有益效果是:本申请通过在加热机构上设置固定机构,进而当成型模具放置到加热机构上时,能够自动将成型模具固定在加热机构上,使得成型模具在装拆过程中更加便捷,通过顶出件的设置,能够自动将成型模具从加热机构中向上顶,使得成型模具自动从加热机构内出来,无需人工手动将成型模具从加热机构中取出,进而提高成型模具的更换速度。
技术特征:
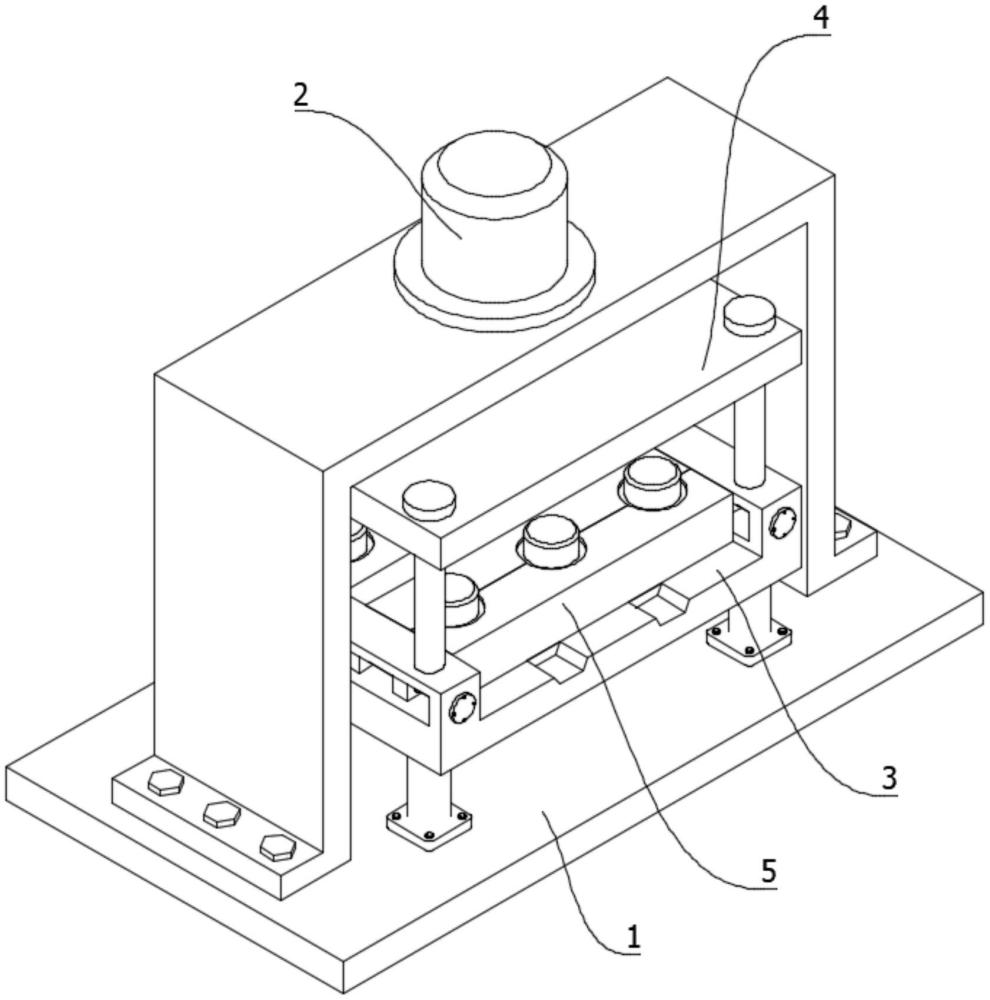
1.一种塑料瓶盖压塑成型的快拆式热压定型机构,其特征在于,包括有底板(1)和设置在底板(1)上的加热机构(3)、成型模具(4)、固定机构(5)、下压件(2)和顶出件(6),所述加热机构(3)设置在底板(1)上,所述固定机构(5)设置在加热机构(3)上,所述成型模具(4)通过固定机构(5)固定在加热机构(3)上,所述顶出件(6)设置在成型模具(4)的下方,所述下压件(2)设置在底板(1)上。
2.根据权利要求1所述的一种塑料瓶盖压塑成型的快拆式热压定型机构,其特征在于,所述成型模具(4)包括有上成型座(41)和下成型块(42),所述上成型座(41)设置在下压件(2)的下压端上,所述下成型块(42)具有多个分别等距排列的设置在加热机构(3)上。
3.根据权利要求1或2所述的一种塑料瓶盖压塑成型的快拆式热压定型机构,其特征在于,加热机构(3)包括有加热底座(31)和支撑柱(32),所述加热底座(31)的底部通过多个支撑柱(32)固定在底板(1)上,所述加热底座(31)的顶部开设有多个供对应的下成型块(42)嵌入的限位槽(311)。
4.根据权利要求1所述的一种塑料瓶盖压塑成型的快拆式热压定型机构,其特征在于,所述固定机构(5)包括有第一固定块(51)、第二固定块(52)和驱动组件(54),所述第一固定块(51)和第二固定块(52)呈水平状的设置在加热底座(31)上,所述第一固定块(51)和第二固定块(52)分别位于下成型块(42)的两侧,所述第一固定块(51)靠近下成型块(42)的一侧开设有与下成型块(42)外部抵接的第一卡槽(511),所述第二固定块(52)靠近下成型块(42)的一侧开设有与下成型块(42)外部抵接的第二卡槽(521),所述驱动组件(54)具有两个分别设置在加热底座(31)的两侧,所述两个驱动组件(54)分别与第一固定块(51)和第二固定块(52)的两端呈联动设置。
5.根据权利要求4所述的一种塑料瓶盖压塑成型的快拆式热压定型机构,其特征在于,所述加热底座(31)的两侧均开设有放置槽(315),所述驱动组件(54)包括有驱动电机(541)、螺纹杆(542)、第一连接块(543)和第二连接块(544),所述驱动电机(541)设置在加热底座(31)所开设的放置槽(315)的外部,所述驱动电机(541)的输出端穿过加热底座(31)所开设的放置槽(315)并且延伸至放置槽(315)内,所述螺纹杆(542)呈水平状的设置在放置槽(315)内,螺纹杆(542)的一端与驱动电机(541)的输出端呈转动连接,所述第一连接块(543)具有两个分别设置在第一固定块(51)的两端,所述第一连接块(543)远离第一固定块(51)的一端延伸至放置槽(315)内,所述第二连接块(544)具有两个分别设置在第二固定块(52)的两端,所述第二连接块(544)远离第二固定块(52)的一端延伸至放置槽(315)内,所述第一连接块(543)和第二连接块(544)上均开设有供螺纹杆(542)插入的螺纹孔(545)。
6.根据权利要求1所述的一种塑料瓶盖压塑成型的快拆式热压定型机构,其特征在于,所述顶出件(6)包括有电动气缸(61)、升降板(62)和顶柱(63),所述电动气缸(61)设置在底板(1)上,电动气缸(61)的输出端向上设置,所述升降板(62)呈水平状设置在电动气缸(61)的输出端上,所述顶柱(63)的数量与下成型块(42)的数量相同并且一一对应,顶柱(63)设置在升降板(62)的顶部,顶柱(63)远离升降板(62)的一端穿过加热底座(31)向限位槽(311)的内部延伸。
7.根据权利要求3所述的一种塑料瓶盖压塑成型的快拆式热压定型机构,其特征在于,所述加热底座(31)的顶部设置有多个引导杆(312),引导杆(312)的顶部穿过上成型座(41)向上延伸,引导杆(312)的顶部设置有挡板(313)。
8.根据权利要求4所述的一种塑料瓶盖压塑成型的快拆式热压定型机构,其特征在于,所述加热底座(31)的顶部开设有滑槽(314),所述第一固定块(51)和第二固定块(52)的底部均设置有滑块(53),所述滑块(53)位于滑槽(314)内。
技术总结
本技术涉及塑料瓶盖压塑相关设备技术领域,具体是涉及一种塑料瓶盖压塑成型的快拆式热压定型机构,包括有底板和设置在底板上的加热机构、成型模具、固定机构、下压件和顶出件,加热机构设置在底板上,固定机构设置在加热机构上,成型模具通过固定机构固定在加热机构上,顶出件设置在成型模具的下方,下压件设置在底板上,本申请通过在加热机构上设置固定机构,进而当成型模具放置到加热机构上时,能够自动将成型模具固定在加热机构上,使得成型模具在装拆过程中更加便捷,通过顶出件的设置,能够自动将成型模具从加热机构中向上顶,使得成型模具自动从加热机构内出来,无需人工手动将成型模具从加热机构中取出,进而提高成型模具的更换速度。
技术研发人员:陈锐,陈烁,谢侠婷,谢嘉
受保护的技术使用者:潮州市福湃食品包装有限公司
技术研发日:20231017
技术公布日:2024/5/19
- 还没有人留言评论。精彩留言会获得点赞!