一种软管高效一体装配机的制作方法
本技术涉及试验工装,具体为一种软管高效一体装配机。
背景技术:
1、目前,尼龙管与胶管在装配时,通常是通过人工手动的方式组装,组装时,先将其中一个胶管安装在尼龙管的一端,然后再将另一个胶管安装在尼龙管的另一端,这样的装配方式,效率不高,为此我们提出有一种软管高效一体装配机。
技术实现思路
1、本实用新型的目的在于提供一种软管高效一体装配机,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种软管高效一体装配机,包括
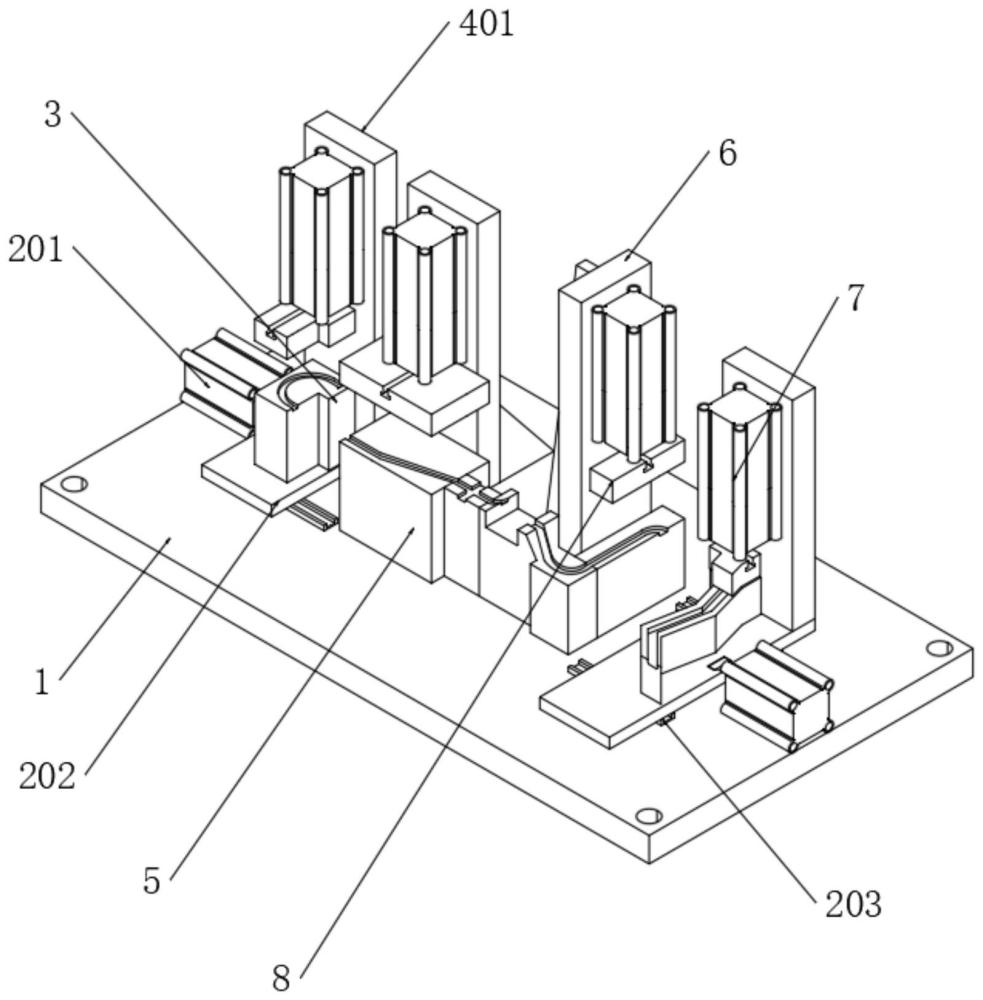
4、底座,所述底座的顶端两侧均设置有平移机构,所述平移机构包括有第一气缸、滑台和导轨,两端所述滑台的顶端均固定安装有第一装配座,两个所述滑台的一侧均设置有夹紧机构,所述夹紧机构包括有第一机架、第二气缸和第一夹板;
5、所述底座的中部设置有第二装配座,所述底座靠近第二装配座的一侧两端均固定安装有第二机架,两个所述第二机架靠近第二装配座的一侧均设置有第三气缸,所述第三气缸的输出轴端设置有第二夹板。
6、优选的,所述底座的顶端两侧均固定安装第一气缸,两个所述第一气缸的输出轴端均设置滑台,所述底座靠近滑台的底端两侧均固定安装导轨,所述滑台与导轨滑动连接;
7、优选的,所述滑台的一侧固定安装第一机架,所述第一机架靠近第一装配座的一侧固定安装第二气缸,所述第二气缸的输出轴端设置第一夹板;
8、优选的,所述滑台靠近第一气缸的一侧中部开设有第一t型卡槽,所述第一气缸的输出轴与第一t型卡槽卡接;
9、优选的,所述第一夹板与第二夹板的顶端上表面均开设有第二t型卡槽,所述第二气缸和第三气缸的输出轴与第二t型卡槽卡接;
10、优选的,所述第一装配座和第二装配座的顶端上表面以及第一夹板和第二夹板的底端下表面均开设有管槽。
11、与现有技术相比,本实用新型的有益效果是:
12、1.该一种软管高效一体装配机,通过底座、平移机构、夹紧机构、第一装配座和第二装配座之间配合使用,将两个胶管分别放置在底座顶端两侧的第一装配座上,然后通过夹紧机构将第一装配座顶端的胶管夹紧,接着将尼龙管放置在底座中部的第二装配座上,接着启动第三气缸,第三气缸控制第二夹板将尼龙管夹紧,然后通过平移机构控制底座两端的胶管从尼龙管的端头处套入即可,这样可以一次性将尼龙管与多个胶管装配完成,从而提高装配效率。
13、2.该一种软管高效一体装配机,通过夹紧机构、第一机架、第二气缸、第一夹板和管槽之间配合使用,夹紧时,启动第一机架靠近第一装配座一侧的第二气缸,第二气缸启动后控制第一夹板下压,由于第一装配座和第二装配座的顶端上表面以及第一夹板和第二夹板的底端下表面均开设有管槽,当第一夹板下压时,管体会夹持在顶端和底端的管槽之间,这样后期装配时,管体不会发生位移,从而达到便于夹紧的目的。
技术特征:
1.一种软管高效一体装配机,其特征在于:包括
2.根据权利要求1所述的一种软管高效一体装配机,其特征在于:所述底座(1)的顶端两侧均固定安装第一气缸(201),两个所述第一气缸(201)的输出轴端均设置滑台(202),所述底座(1)靠近滑台(202)的底端两侧均固定安装导轨(203),所述滑台(202)与导轨(203)滑动连接。
3.根据权利要求1所述的一种软管高效一体装配机,其特征在于:所述滑台(202)的一侧固定安装第一机架(401),所述第一机架(401)靠近第一装配座(3)的一侧固定安装第二气缸(402),所述第二气缸(402)的输出轴端设置第一夹板(403)。
4.根据权利要求1所述的一种软管高效一体装配机,其特征在于:所述滑台(202)靠近第一气缸(201)的一侧中部开设有第一t型卡槽(9),所述第一气缸(201)的输出轴与第一t型卡槽(9)卡接。
5.根据权利要求1所述的一种软管高效一体装配机,其特征在于:所述第一夹板(403)与第二夹板(8)的顶端上表面均开设有第二t型卡槽(10),所述第二气缸(402)和第三气缸(7)的输出轴与第二t型卡槽(10)卡接。
6.根据权利要求1所述的一种软管高效一体装配机,其特征在于:所述第一装配座(3)和第二装配座(5)的顶端上表面以及第一夹板(403)和第二夹板(8)的底端下表面均开设有管槽(11)。
技术总结
本技术涉及试验工装技术领域,具体为一种软管高效一体装配机,包括底座,所述底座的顶端两侧均设置有平移机构,所述平移机构包括有第一气缸、滑台和导轨,两端所述滑台的顶端均固定安装有第一装配座。本技术通过底座、平移机构、夹紧机构、第一装配座和第二装配座之间配合使用,将两个胶管分别放置在底座顶端两侧的第一装配座上,然后通过夹紧机构将第一装配座顶端的胶管夹紧,接着将尼龙管放置在底座中部的第二装配座上,接着启动第三气缸,第三气缸控制第二夹板将尼龙管夹紧,然后通过平移机构控制底座两端的胶管从尼龙管的端头处套入即可,这样可以一次性将尼龙管与多个胶管装配完成,从而提高装配效率。
技术研发人员:文勇,文琦超,席阳,杨庆,张李平
受保护的技术使用者:四川川环科技股份有限公司
技术研发日:20231023
技术公布日:2024/5/9
- 还没有人留言评论。精彩留言会获得点赞!