一种快速斜抽芯模具的制作方法
本技术涉及注塑模具,尤其涉及一种快速斜抽芯模具。
背景技术:
1、塑胶模具是现有产品制造领域常用的模具,其通常结构有两板模、三板模、工字模和直身模。精密塑胶模具广泛应用于it及汽车产品开发制造领域,产品涉及it零部件的结构件、外观件及汽车的内外饰件,产品要求各种各样,一般情况下,并非所有定模面都需要侧抽芯且都要求镜面、咬花面或电镀面,不允许有分型线,故模具一般采取动模滑块机构或定模滑块用油压缸抽芯。
2、现在的产品结构设计越来越复杂,一些柱子、内孔在顶出方向倾斜较大的角度,顶出前型芯必须先按斜角度方向抽芯,且模具大小有限制,抽芯机构就不能太复杂,这就要优化模具结构使之符合要求。
3、现有技术中,公开号为cn101337423b的中国发明专利公开了一种注塑模具内侧面大角度斜走顶块抽芯机构,包括外斜顶杆、内斜导杆、平滑轨、斜滑脚、斜滑轨、顶块。本发明克服了现有技术存在运动死角(自锁)局限的不足,采用“双杆、双滑、比例斜走”的技术方案,使顶块一边随制品前进,一边沿斜线比例斜走抽芯,机构中内斜导杆按θ角比例拖动斜滑轨沿平滑轨上运动的作用,使外斜顶杆、斜滑脚、顶块所构成机构的斜走角度获得更大的适应范围而无死角顾虑,达到了满足任意大角度倒勾特征的注塑件产品脱模的目的。
4、但是,采用该型抽芯机构设计的模具,模具的脱模行程较长,导致模具形体大,模具成本高,且不适应较小规格、较小开合行程的注塑机进行注塑成型生产。
技术实现思路
1、有鉴于此,本实用新型的目的在于提供一种快速斜抽芯模具,以解决上述背景技术中提出的技术问题。
2、本实用新型通过以下技术手段解决上述技术问题:
3、一种快速斜抽芯模具,包括定模、动模、斜型芯以及抽芯机构,所述斜型芯滑动、斜向贯穿插设在所述动模内,所述斜型芯的一端从所述动模内穿出后伸入所述定模上的型腔内,所述抽芯机构包括传动杆、齿轮柱和驱动杆,所述传动杆直向滑动穿设在所述动模内,所述齿轮柱转动安装在所述动模内,所述驱动杆的一端与所述斜型芯位于所述动模内的一端同轴固定连接,所述驱动杆滑动插设在所述动模内,所述传动杆一侧设置有沿轴向设置的第一齿条,所述驱动杆一侧设置有沿轴向设置的第二齿条,所述第一齿条和第二齿条均与所述齿轮柱相互啮合设置,所述传动杆远离所述定模的一端上设置有驱动板;
4、所述定模上设置有与所述传动杆一端对应的限位杆,所述限位杆端部伸入所述动模内与所述传动杆的一端相顶触。
5、进一步,所述传动杆和驱动杆上下错位设置,所述齿轮柱位于所述传动杆和驱动杆形成的夹角之间设置。
6、进一步,所述齿轮柱上设置有转轴,所述齿轮柱通过转轴转动安装在所述动模内。
7、进一步,所述传动杆和驱动杆均通过滑块滑动安装在所述动模内,所述动模内对应设置有滑槽,所述滑块沿所述滑槽滑动。
8、进一步,所述模具还包括脱料组件,所述脱料组件包括脱料板和脱料杆,所述脱料杆的一端固定连接在脱料板上,所述脱料杆的另一端从所述动模内插入,且插入的一端端面与所述型腔对应;
9、所述脱料板位于所述动模和所述驱动板之间设置,所述传动杆滑动穿设在所述脱料板内。
10、进一步,所述脱料板上还设置有与所述脱料杆平行的导杆,所述导杆的长度与所述脱料杆的长度相同,且所述导杆与所述型腔之间错位设置。
11、本实用新型的有益效果:
12、注塑产品冷却成型以后,先通过注射成型机将动模与定模脱离,注塑产品会随着动模一起与型腔脱离,然后通过第一驱动机构驱动驱动板向靠近动模的一侧运动,传动杆插入动模内,传动杆通过齿轮柱带动驱动杆向远离定模一侧外移动,从而将斜型芯从注塑产品内抽出。在将斜型芯抽出过程中,通过第二驱动机构驱动脱料板向靠近动模的一侧运动,从而使脱料杆将注塑产品从动模上顶下,完成脱料动作。
13、本实用新型的模具结构紧凑,脱模行程短,模具形体较小,使模具成本较低,适应较小规格、较小开合行程的注塑机进行注塑成型生产。
技术特征:
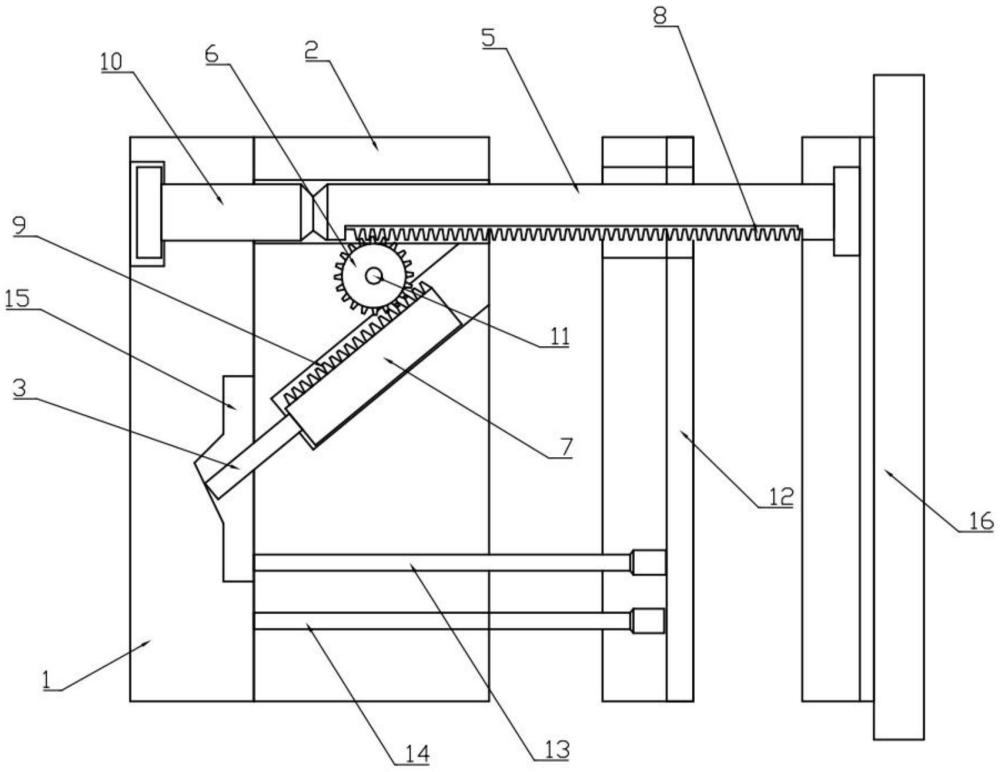
1.一种快速斜抽芯模具,包括定模(1)、动模(2)、斜型芯(3)以及抽芯机构,所述斜型芯(3)滑动、斜向贯穿插设在所述动模(2)内,所述斜型芯(3)的一端从所述动模(2)内穿出后伸入所述定模(1)上的型腔(4)内,其特征在于:所述抽芯机构包括传动杆(5)、齿轮柱(6)和驱动杆(7),所述传动杆(5)直向滑动穿设在所述动模(2)内,所述齿轮柱(6)转动安装在所述动模(2)内,所述驱动杆(7)的一端与所述斜型芯(3)位于所述动模(2)内的一端同轴固定连接,所述驱动杆(7)滑动插设在所述动模(2)内,所述传动杆(5)一侧设置有沿轴向设置的第一齿条(8),所述驱动杆(7)一侧设置有沿轴向设置的第二齿条(9),所述第一齿条(8)和第二齿条(9)均与所述齿轮柱(6)相互啮合设置,所述传动杆(5)远离所述定模(1)的一端上设置有驱动板(16);
2.根据权利要求1所述的一种快速斜抽芯模具,其特征在于:所述传动杆(5)和驱动杆(7)上下错位设置,所述齿轮柱(6)位于所述传动杆(5)和驱动杆(7)形成的夹角之间设置。
3.根据权利要求1所述的一种快速斜抽芯模具,其特征在于:所述齿轮柱(6)上设置有转轴(11),所述齿轮柱(6)通过转轴(11)转动安装在所述动模(2)内。
4.根据权利要求1所述的一种快速斜抽芯模具,其特征在于:所述传动杆(5)和驱动杆(7)均通过滑块滑动安装在所述动模(2)内,所述动模(2)内对应设置有滑槽,所述滑块沿所述滑槽滑动。
5.根据权利要求1所述的一种快速斜抽芯模具,其特征在于:所述模具还包括脱料组件,所述脱料组件包括脱料板(12)和脱料杆(13),所述脱料杆(13)的一端固定连接在脱料板(12)上,所述脱料杆(13)的另一端从所述动模(2)内插入,且插入的一端端面与所述型腔(4)对应;
6.根据权利要求5所述的一种快速斜抽芯模具,其特征在于:所述脱料板(12)上还设置有与所述脱料杆(13)平行的导杆(14),所述导杆(14)的长度与所述脱料杆(13)的长度相同,且所述导杆(14)与所述型腔(4)之间错位设置。
技术总结
本技术公开了一种快速斜抽芯模具,包括定模、动模、斜型芯以及抽芯机构,斜型芯滑动、斜向贯穿插设在动模内,斜型芯的一端从动模内穿出后伸入定模上的型腔内,抽芯机构包括传动杆、齿轮柱和驱动杆,传动杆直向滑动穿设在动模内,齿轮柱转动安装在动模内,驱动杆的一端与斜型芯位于动模内的一端同轴固定连接,驱动杆滑动插设在动模内,传动杆一侧设置有沿轴向设置的第一齿条,驱动杆一侧设置有沿轴向设置的第二齿条,第一齿条和第二齿条均与齿轮柱相互啮合设置,传动杆远离定模的一端上设置有驱动板;定模上设置有与传动杆一端对应的限位杆,限位杆端部伸入动模内与传动杆的一端相顶触。
技术研发人员:肖成佳
受保护的技术使用者:奥鼎精密科技(常熟)有限公司
技术研发日:20231023
技术公布日:2024/5/19
- 还没有人留言评论。精彩留言会获得点赞!