一种PE板材生产的工程塑料挤出成型结构的制作方法
本技术涉及pe板材生产用的工程塑料挤出成型,尤其是涉及一种pe板材生产的工程塑料挤出成型结构。
背景技术:
1、pe板材是一种结晶度高、非极性的热塑性树脂,多采用挤出成型的方式,而现有技术中的挤出成型,常采用螺杆和螺筒配合的螺旋推送挤出的方式,同时,为了在提高螺筒进料处的进料速度,和提升螺筒出料处的螺旋推送的紧密度,常采用锥形螺杆进行挤压送料。
2、但现有技术除了采用锥形螺杆外,还需要采用一个与锥形螺杆相匹配的具有锥形内腔的螺筒,例如:
3、如参见授权公告号cn2698567y的实用新型专利,公开的一种“锥形单螺杆塑料混合挤出装置”,其螺筒的内腔为锥形腔,用于与锥形螺杆相配合。
4、又如,参见授权公告号cn104441560b的发明专利,公开的“一种锥形单螺杆塑料挤出”其机筒内设置有与锥形螺杆相配合的锥形内腔。
5、此种方式下,存在的技术偏见是,锥形螺杆必须要与具有锥形内腔的螺筒(机筒)配合才能实现其技术方案,造成螺筒(机筒)必须有锥形内腔结构,而现有技术中,筒体内加工成锥形内腔结构,相比与具有圆柱型内腔的螺筒(机筒)来说,成本明显是比较高的。
6、因此,在采用锥形螺杆,实现提高螺筒进料出的进料速度,和提升螺筒出料处的螺旋推送的紧密度的同时,如何降低成本,避免螺筒(机筒)需要设置成具有锥形内腔的结构,成了本实用新型所要解决的技术问题。
技术实现思路
1、本实用新型为克服上述情况不足,旨在提供一种能解决上述问题的技术方案。
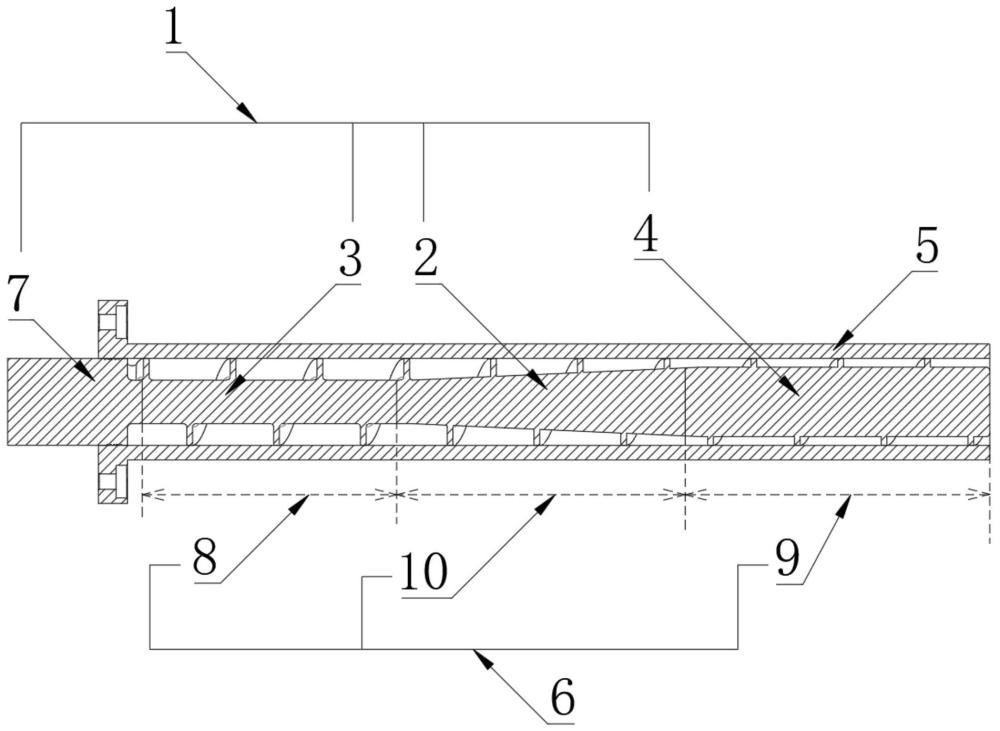
2、一种pe板材生产的工程塑料挤出成型结构,送料螺杆包含锥形柱、转动连接柱和挤压柱;
3、锥形柱的端截面形状为梯形,梯形包含梯形小底端和梯形大底端;
4、转动连接柱的一端固定连接锥形柱的梯形小底端,锥形柱的梯形大底端固态连接挤压柱的一端;
5、螺筒包括筒腔,螺筒的筒腔为圆柱型;
6、圆柱型的筒腔直径大于挤压柱的直径,挤压柱的直径大于转动连接柱的直径;
7、锥形柱的轴心线、转动连接柱的轴心线、挤压柱的轴心线和螺筒的中心线在同一条直线上。
8、优选地,所述转动连接柱、锥形柱和挤压柱为一体式结构。
9、优选地,转动连接柱和筒腔之间形成第一送料环形空隙,挤压柱和筒腔之间形成第二送料环形空隙,挤压柱的直径大于转动连接柱的直径使第一送料环形空隙的厚度大于第二环送料环形空隙的厚度。
10、优选地,锥形柱和筒腔的内壁之间形成第三送料环形空隙,第三送料环形空隙包括靠近锥形柱的梯形小底端的位置和靠近梯形大底端的位置,第三送料环形空隙由梯形小底端位置的厚度至梯形大底端位置的厚度逐渐增大。
11、优选地,所述转动连接柱、锥形柱和挤压柱通过模具一体成型。
12、与现有技术相比,本实用新型的有益效果是:克服锥形螺杆必须要与具有锥形内腔的螺筒(机筒)配合的技术偏见,实现在采用具有圆柱型内腔的螺筒与锥形螺杆配合降低成本的同时,仍能实现提高螺筒进料出的进料速度,和提升螺筒出料处的螺旋推送的紧密度。
13、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种pe板材生产的工程塑料挤出成型结构,包括送料螺杆和螺筒,其特征在于,
2.根据权利要求1所述的一种pe板材生产的工程塑料挤出成型结构,其特征在于,所述转动连接柱、锥形柱和挤压柱为一体式结构。
3.根据权利要求1所述的一种pe板材生产的工程塑料挤出成型结构,其特征在于,转动连接柱和筒腔之间形成第一送料环形空隙,挤压柱和筒腔之间形成第二送料环形空隙,挤压柱的直径大于转动连接柱的直径使第一送料环形空隙的厚度大于第二环送料环形空隙的厚度。
4.根据权利要求1所述的一种pe板材生产的工程塑料挤出成型结构,其特征在于,锥形柱和筒腔的内壁之间形成第三送料环形空隙,第三送料环形空隙包括靠近锥形柱的梯形小底端的位置和靠近梯形大底端的位置,第三送料环形空隙由梯形小底端位置的厚度至梯形大底端位置的厚度逐渐增大。
5.根据权利要求1所述的一种pe板材生产的工程塑料挤出成型结构,其特征在于,所述转动连接柱、锥形柱和挤压柱通过模具一体成型。
技术总结
本技术公开了一种PE板材生产的工程塑料挤出成型结构,送料螺杆包含锥形柱、转动连接柱和挤压柱;锥形柱的端截面形状为梯形,转动连接柱的一端固定连接锥形柱的梯形小底端,锥形柱的梯形大底端固态连接挤压柱的一端;螺筒包括筒腔,螺筒的筒腔为圆柱型;圆柱型的筒腔直径大于挤压柱的直径,挤压柱的直径大于转动连接柱的直径;锥形柱的轴心线、转动连接柱的轴心线、挤压柱的轴心线和螺筒的中心线在同一条直线上。本技术克服锥形螺杆必须要与具有锥形内腔的螺筒(机筒)配合的技术偏见,实现在采用具有圆柱型内腔的螺筒与锥形螺杆配合降低成本的同时,仍能实现提高螺筒进料出的进料速度,和提升螺筒出料处的螺旋推送的紧密度。
技术研发人员:赵治胜,赵东建,侯兴杰
受保护的技术使用者:东莞市佳贝瑞新材料有限公司
技术研发日:20231024
技术公布日:2024/6/20
- 还没有人留言评论。精彩留言会获得点赞!