一种双阀针热流道模具的制作方法
本技术涉及注塑模具,具体涉及一种双阀针热流道模具。
背景技术:
1、头盔是用来保护头部的防护用具,是人们交通中不可或缺的工具,头盔的制作需要特定的成型模具,成型模具是指在外力作用下使坯料成型为特定形状和尺寸的制品的工具,模具的结构对成型出的产品的质量有着至关重要的作用。
2、头盔的正面不能有进胶点和/或顶针印(进胶点和顶针印通常会留下痕迹或凹陷,影响头盔的外观质量),因此,头盔模大多数情况下都是用倒装模(进胶点及顶针都在内侧)注塑成型;目前头盔的注塑成型存在以下问题:
3、使用pc、pa66等流动性较差的作材质为胶料,需要两个及以上的进胶点方能满足注塑要求,但两个及以上的进胶点在一个头盔里面进胶,就会产生位置不够的问题(如气缸与分流板主射嘴干涉问题、分流板放置位置与顶针板干涉问题、进胶点位置在斜面上导致的热嘴开框深度不能太深问题)。
技术实现思路
1、有鉴于此,本实用新型的目的在于克服现有技术存在的问题,提供一种双阀针热流道模具,该热流道通过一个非标主射嘴配合异形活塞和两个阀针,实现pc、pa66等流动性较差的胶料在头盔倒装模热流道的应用。
2、为实现上述技术目的,达到上述技术效果,本实用新型通过以下技术方案实现:
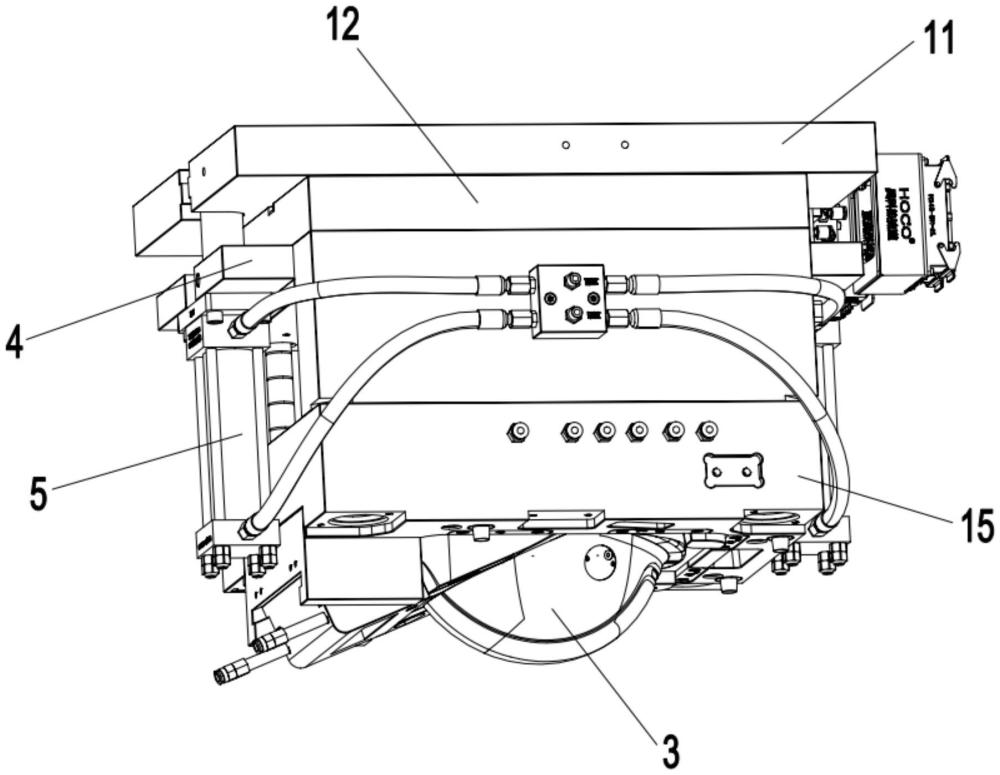
3、一种双阀针热流道模具,包括:主射嘴机构、热嘴机构和模仁;
4、主射嘴机构包括面板、腔板、分流板、支撑块、a板、主射嘴和活塞,所述腔板设置在所述面板的下端面,所述分流板设置在所述腔板的内部,所述主射嘴和活塞贯穿设置于所述面板内,所述分流板中的分流道与所述主射嘴连通,所述支撑块设置在所述分流板的下端面,并通过定位导柱固定在所述a板上;
5、热嘴机构包括热嘴本体和阀针,所述阀针设于所述热嘴本体的内部,所述阀针的大头一端依次穿过所述热嘴本体的上端和所述分流板并与所述活塞连接;
6、模仁设置在所述a板的下端面,所述阀针的嘴芯一端与所述模仁的上端面相抵接。
7、进一步地,所述活塞的内部设有定位口,所述阀针的大头一端设有与定位口相匹配的定位面。
8、进一步地,所述热嘴机构还包括定位三爪和浇口司,所述浇口司通过所述定位三爪设于所述阀针的嘴芯一端。
9、进一步地,所述浇口司和所述阀针的嘴芯均为加长设计,且均为斜切口。
10、进一步地,所述热流道还包括顶针板和驱动油缸,所述顶针板设置在所述腔板的下端面,所述驱动油缸的动力输出端与所述顶针板的下端面连接,用于驱动所述顶针板上下运动。
11、进一步地,所述热嘴机构还包括止转销钉,所述止转销钉的一端穿设在所述热嘴本体的头部,所述支撑块的上端面设有相应的卡槽,所述止转销钉的另一端设于所述卡槽内。
12、与现有技术相比,本实用新型的有益效果为:
13、1、本实用新型通过将活塞设计为异形,将主射嘴设计为非标,有效地解决了气缸与分流板主射嘴的干涉问题;
14、2、本实用新型通过将浇口司和阀针的嘴芯均为加长设计,且均为斜切口,有效地解决了进胶点位置在斜面上导致的热嘴开框深度不能太深问题;
15、3、本实用新型通过设置异形支撑块,利用定位导柱将异形支撑块固定在a板上,用于支撑热流道,有效地避开模具顶针位置;
16、4、本实用新型通过设置两个阀针、两个热嘴本体,节省了水口的设置,有效地解决了pc、pa66等流动性较差的胶料在头盔倒装模热流道的应用。
技术特征:
1.一种双阀针热流道模具,其特征在于:包括:主射嘴机构、热嘴机构和模仁;
2.根据权利要求1所述的一种双阀针热流道模具,其特征在于:所述活塞的内部设有定位口,所述阀针的大头一端设有与定位口相匹配的定位面。
3.根据权利要求1所述的一种双阀针热流道模具,其特征在于:所述热嘴机构还包括定位三爪和浇口司,所述浇口司通过所述定位三爪设于所述阀针的嘴芯一端。
4.根据权利要求3所述的一种双阀针热流道模具,其特征在于:所述浇口司和所述阀针的嘴芯均为加长设计,且均为斜切口。
5.根据权利要求1所述的一种双阀针热流道模具,其特征在于:所述热流道还包括顶针板和驱动油缸,所述顶针板设置在所述腔板的下端面,所述驱动油缸的动力输出端与所述顶针板的下端面连接,用于驱动所述顶针板上下运动。
6.根据权利要求1所述的一种双阀针热流道模具,其特征在于:所述热嘴机构还包括止转销钉,所述止转销钉的一端穿设在所述热嘴本体的头部,所述支撑块的上端面设有相应的卡槽,所述止转销钉的另一端设于所述卡槽内。
技术总结
本技术公开了一种双阀针热流道模具,包括主射嘴机构、热嘴机构和模仁,主射嘴机构包括面板、腔板、分流板、支撑块、A板、主射嘴和活塞,腔板设置在面板的下端面,分流板设置在腔板的内部,主射嘴和活塞贯穿设置于面板内,分流板中的分流道与主射嘴连通,支撑块设置在分流板的下端面,并通过定位导柱固定在A板上;热嘴机构包括热嘴本体和阀针,阀针设于热嘴本体的内部,阀针的大头一端依次穿过热嘴本体的上端和分流板并与活塞连接;模仁设置在A板的下端面,阀针的嘴芯一端与模仁的上端面相抵接。该热流道通过一个非标主射嘴配合异形活塞和两个阀针,实现流动性较差的胶料在头盔倒装模热流道的应用。
技术研发人员:张世平,张志鹏
受保护的技术使用者:东莞市昊科热流道系统有限公司
技术研发日:20231027
技术公布日:2024/7/4
- 还没有人留言评论。精彩留言会获得点赞!