一种带把手容器用模具、具有其的成型机及带把手容器的制作方法
本技术涉及成型模具,具体涉及一种带把手容器用模具、具有其的成型机及带把手容器。
背景技术:
1、目前,中空成型带把手的容器多采用挤出结构进行成型,即先在挤出工位挤出管状瓶坯再在吹瓶工位合模注入高压气将瓶坯吹涨成型,再将瓶口和瓶底剪出的多余的料刮掉。其结构简单,但其产品通透性不好,剪掉的废料较多,浪费原材料,瓶子口部、肩部、底部剪切位置不平整影响美观,另外挤吹得到的带把手容器在功能上存在较大隐患,易开裂,如装满液体的带把手容器从正常人手拿高度(约1m高)处掉落后,在瓶子肩部或底部处会出现裂缝,当瓶子装开水时跌落开裂会烫伤人,造成安全隐患和浪费。
技术实现思路
1、本实用新型的目的是针对上述问题,提供一种带把手容器用模具、具有其的成型机及带把手容器,采用本实用新型模具制作的产品质量良好,不易开裂,使用过程更安全、更耐用;成型过程中可同时完成把手处的剪料过程,瓶口和瓶底处无多余的料需要剪掉,因此产生的废料较少,可节省人力物力。
2、为了实现上述目的,本实用新型采用的技术方案如下:
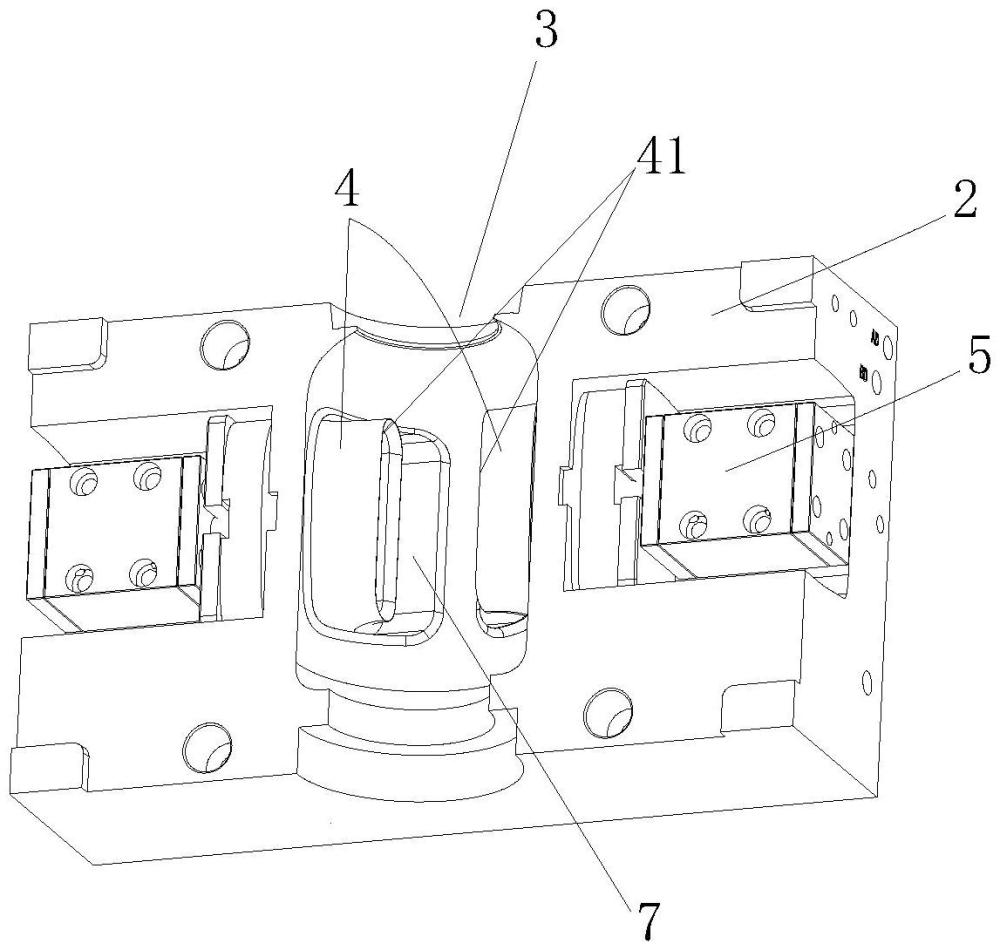
3、一种带把手容器用模具,应用于注拉吹中空成型机中,所述模具包括注坯模组、吹瓶模组和脱瓶模组,所述注坯模组、吹瓶模组和脱瓶模组在所述注拉吹中空成型机的机架上等角度间隔设置;所述吹瓶模组包括拉伸装置、吹芯组件、瓶模组件和合模组件;
4、所述瓶模组件包括两半瓶模和瓶底模,所述两半瓶模分别为瓶模a和瓶模b,所述瓶模a和瓶模b的底端可移动地设于机架上,所述瓶底模固设于机架上,所述两半瓶模上均开设有半瓶模腔,所述瓶模b上设有结构相同的左右两个瓶模滑块和瓶模滑块驱动件,每一所述瓶模滑块的一端与一所述瓶模滑块驱动件连接,两所述瓶模滑块的远离瓶模滑块驱动件一端可在瓶模b的半瓶模腔连接;两个所述瓶模滑块远离瓶模滑块驱动件一端上均开设有相邻设置的剪料刃口和把手成型槽,所述把手成型槽的端部为开口端,以通过瓶模滑块将瓶坯成型为瓶体和端部与瓶体一体成型的把手。
5、本实用新型中,进一步的,所述瓶模b上位于瓶模b的半瓶模腔内的两侧还分别设有可使两个所述瓶模滑块往复移动的通口,两个所述通口与半瓶模腔连通。
6、本实用新型中,进一步的,所述瓶模滑块的剪料刃口为椭圆形凹槽,所述椭圆形凹槽的边缘为凸起的刀刃;两所述瓶模滑块的把手成型槽均为长弧状凹槽,以使成型得到的把手形状为细长圆条状;且所述把手成型槽的两端部均为开口端,以使成型得到的把手两端与瓶体一体成型。
7、本实用新型中,进一步的,所述瓶模滑块的剪料刃口包括第一条形凹槽和第二条形凹槽,所述把手成型槽设于第一条形凹槽和第二条形凹槽之间,且所述把手成型槽的一侧边缘为第一条形凹槽的一边缘,所述把手成型槽的另一侧边缘为第二条形凹槽的一边缘;所述第一条形凹槽和第二条形凹槽的边缘均为凸起的刀刃。
8、本实用新型中,进一步的,两所述把手成型槽均为类链条状凹槽,以使成型得到的把手形状为类链条状;且所述把手成型槽的两端部均为开口端,以使成型得到的把手两端与瓶体一体成型。
9、本实用新型中,进一步的,所述瓶模滑块的剪料刃口为类长条状凹槽,所述类长条状凹槽的边缘为凸起的刀刃,所述类长条状凹槽的两端边缘均弯向凹槽内设置,以使瓶模滑块的两端均形成有把手成型槽,所述把手成型槽为t形槽,以使成型得到的把手为t形凸台;每一所述t形槽的一端均为开口端,以使成型得到的t形凸台与瓶体一体成型。
10、本实用新型中,进一步的,每一所述把手成型槽上凸设有圆柱凸起部,以使成型得到的把手为带孔凸台;每一所述带孔凸台的一端均为开口端,以使成型得到的带孔凸台与瓶体一体成型。
11、本实用新型还提供了一种注拉吹中空成型机,其包括上述任一项所述的带把手容器用模具。
12、此外,本实用新型还提供了一种带把手容器,其为采用上述所述的注拉吹中空成型机成型得到的容器,所述带把手容器包括瓶体及与瓶体一体成型的把手,所述把手为空心把手或实心把手。
13、由于采用上述技术方案,本实用新型具有以下有益效果:
14、本实用新型通过设置包括拉伸装置、吹芯组件、第二口模组件、瓶模组件和合模组件的吹瓶模组,其中瓶模组件包括两半瓶模、瓶底模、瓶模滑块和瓶模滑块驱动件的瓶模组件,瓶模内开设有瓶模腔,通过吹芯组件上开设的进气口注入低压气将瓶坯吹至半涨状态,通过瓶模滑块可将吹至半涨状态的瓶坯分隔成瓶体成型部和把手成型部,低压气吹完后瓶模滑块在瓶模滑块驱动件的作用下合模到位,合模到位时瓶模滑块可同时将带把手容器把手处多余的料剪掉,然后将低压气切换成高压气将产品吹涨成型,获得成型制品,因此采用本实用新型成型得到的容器质量良好,不易开裂,使用过程更安全、更耐用;成型过程中可同时完成把手处的剪料过程,瓶口和瓶底处无多余的料需要剪掉,因此产生的废料较少,可节省人力物力,且成型后制品美观。
技术特征:
1.一种带把手容器用模具,应用于注拉吹中空成型机中,所述模具包括注坯模组、吹瓶模组和脱瓶模组,所述注坯模组、吹瓶模组和脱瓶模组在所述注拉吹中空成型机的机架上等角度间隔设置,所述吹瓶模组包括拉伸装置、吹芯组件、瓶模组件和合模组件,其特征在于,
2.根据权利要求1所述的一种带把手容器用模具,其特征在于,所述瓶模b上位于瓶模b的半瓶模腔内的两侧还分别设有可使两个所述瓶模滑块往复移动的通口,两个所述通口与半瓶模腔连通。
3.根据权利要求1所述的一种带把手容器用模具,其特征在于,所述瓶模滑块的剪料刃口为椭圆形凹槽,所述椭圆形凹槽的边缘为凸起的刀刃;两所述瓶模滑块的把手成型槽均为长弧状凹槽,以使成型得到的把手形状为细长圆条状;且所述把手成型槽的两端部均为开口端,以使成型得到的把手两端与瓶体一体成型。
4.根据权利要求1所述的一种带把手容器用模具,其特征在于,所述瓶模滑块的剪料刃口包括第一条形凹槽和第二条形凹槽,所述把手成型槽设于第一条形凹槽和第二条形凹槽之间,且所述把手成型槽的一侧边缘为第一条形凹槽的一边缘,所述把手成型槽的另一侧边缘为第二条形凹槽的一边缘;所述第一条形凹槽和第二条形凹槽的边缘均为凸起的刀刃。
5.根据权利要求4所述的一种带把手容器用模具,其特征在于,两所述把手成型槽均为类链条状凹槽,以使成型得到的把手形状为类链条状;且所述把手成型槽的两端部均为开口端,以使成型得到的把手两端与瓶体一体成型。
6.根据权利要求1所述的一种带把手容器用模具,其特征在于,所述瓶模滑块的剪料刃口为类长条状凹槽,所述类长条状凹槽的边缘为凸起的刀刃,所述类长条状凹槽的两端边缘均弯向凹槽内设置,以使瓶模滑块的两端均形成有把手成型槽,所述把手成型槽为t形槽,以使成型得到的把手为t形凸台;每一所述t形槽的一端均为开口端,以使成型得到的t形凸台与瓶体一体成型。
7.根据权利要求6所述的一种带把手容器用模具,其特征在于,每一所述把手成型槽上凸设有圆柱凸起部,以使成型得到的把手为带孔凸台;每一所述带孔凸台的一端均为开口端,以使成型得到的带孔凸台与瓶体一体成型。
8.一种注拉吹中空成型机,其特征在于,包括权利要求1-7任一项所述的带把手容器用模具。
9.一种带把手容器,其特征在于,采用权利要求8所述的注拉吹中空成型机成型得到的容器。
10.根据权利要求9所述的带把手容器,其特征在于,所述带把手容器包括瓶体及与瓶体一体成型的把手,所述把手为空心把手或实心把手。
技术总结
本技术涉及成型模具技术领域,具体涉及一种带把手容器用模具,包括注坯模组、吹瓶模组和脱瓶模组,吹瓶模组中的瓶模组件包括两半瓶模和瓶底模,两半瓶模分别为瓶模A和瓶模B,瓶模A和瓶模B的底端设于机架上,瓶底模固设于机架上,两半瓶模上均开设有半瓶模腔,瓶模B上设有左右两个瓶模滑块和瓶模滑块驱动件,每一瓶模滑块的一端与一瓶模滑块驱动件连接,两瓶模滑块远离瓶模滑块驱动件一端可在瓶模B的半瓶模腔连接;两个瓶模滑块远离瓶模滑块驱动件一端上均开设有剪料刃口和把手成型槽,把手成型槽的端部为开口端。采用本技术模具制作的产品质量良好,不易开裂,使用过程更安全、更耐用;且成型过程中可同时完成把手处的剪料。
技术研发人员:李晖,梁家炳,杨海东,周金志,周常凯,刘闻斌,谢富明,伍鸿,贾骏,阮海碌
受保护的技术使用者:柳州市精业机器有限公司
技术研发日:20231030
技术公布日:2024/5/29
- 还没有人留言评论。精彩留言会获得点赞!