一种模内镶嵌产品用整体镶嵌活动抽芯机构的制作方法
本申请涉及一种模具,具体而言,涉及一种模内镶嵌产品用整体镶嵌活动抽芯机构。
背景技术:
1、以前类似镶嵌产品没有办法做多腔生产,并且生产周期长,劳动强度大,成本较高。目前类似产品24腔模具生产周期需要120s左右,每天产能到达15000个,并且产品不稳定,劳动强度非常大,需要3个人/每班生产。而且模具是镶嵌在机器里面装,非常不安全,需要生产完了后才一个一个的安装。
2、因此,如何解决现有技术问题成为了本领域技术人员亟待解决的问题。
技术实现思路
1、本申请的主要目的在于提供一种模内镶嵌产品用整体镶嵌活动抽芯机构,以改善相关技术中的问题。
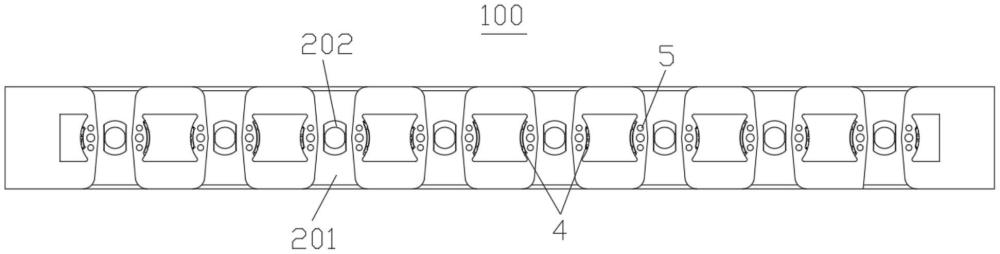
2、为了实现上述目的,本申请提供了一种模内镶嵌产品用整体镶嵌活动抽芯机构,包括抽芯机构本体,所述抽芯机构本体为长方体型,其侧面设置有滑槽,抽芯机构本体的顶部依次等间距设置有用于镶嵌产品的型腔。
3、进一步,所述型腔一字排开,型腔与型腔之间间隔有凸台。
4、进一步,所述型腔为一贯穿抽芯机构本体前后的型槽,型槽的底部中心位置设置有凹槽。
5、进一步,所述凸台顶部的左右两边靠近型腔的位置设置有卡沟槽。
6、进一步,所述凸台顶部的左右两边还设置有三个圆柱形的凸起部,凸起部位于卡沟槽和型槽之间,呈前后一字排开。
7、与现有技术相比,本申请的有益效果是:结构简单,设计合理,实用性强,采用这个方案后做的模具是16腔,目前只需要一个人/每班生产,周期在25s,产能在40000左右,模具基本上不出问题。周期提高75%以上,生产稳定,产品不容易出问题,大大降低了劳动强度,加工成本降低了一半,并且模具寿命提高了。
8、本申请将抽芯机构做为整体,放在外面装配好后,通过滑槽配合滑块的方式放在模具里面,这样产品又不影响外观,模具里面可以配合多个抽芯机构,这样就可以边生产边安装。
技术特征:
1.一种模内镶嵌产品用整体镶嵌活动抽芯机构,其特征在于,包括抽芯机构本体,所述抽芯机构本体为长方体型,其侧面设置有滑槽,抽芯机构本体的顶部依次等间距设置有用于镶嵌产品的型腔。
2.如权利要求1所述的模内镶嵌产品用整体镶嵌活动抽芯机构,其特征在于,所述型腔一字排开,型腔与型腔之间间隔有凸台。
3.如权利要求2所述的模内镶嵌产品用整体镶嵌活动抽芯机构,其特征在于,所述型腔为一贯穿抽芯机构本体前后的型槽,型槽的底部中心位置设置有凹槽。
4.如权利要求3所述的模内镶嵌产品用整体镶嵌活动抽芯机构,其特征在于,所述凸台顶部的左右两边靠近型腔的位置设置有卡沟槽。
5.如权利要求4所述的模内镶嵌产品用整体镶嵌活动抽芯机构,其特征在于,所述凸台顶部的左右两边还设置有三个圆柱形的凸起部,凸起部位于卡沟槽和型槽之间,呈前后一字排开。
技术总结
本申请公开了一种模内镶嵌产品用整体镶嵌活动抽芯机构,包括抽芯机构本体,所述抽芯机构本体为长方体型,其侧面设置有滑槽,抽芯机构本体的顶部依次等间距设置有用于镶嵌产品的型腔。所述型腔一字排开,型腔与型腔之间间隔有凸台。所述型腔为一贯穿抽芯机构本体前后的型槽,型槽的底部中心位置设置有凹槽。所述凸台顶部的左右两边靠近型腔的位置设置有卡沟槽。所述凸台顶部的左右两边还设置有三个圆柱形的凸起部,凸起部位于卡沟槽和型槽之间,呈前后一字排开。本申请结构简单,设计合理,实用性强,生产周期提高75%以上,生产稳定,产品不容易出问题,大大降低了劳动强度,加工成本降低了一半,并且模具寿命提高了。
技术研发人员:舒勇
受保护的技术使用者:宜宾睿婷科技有限公司
技术研发日:20231107
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!