全自动镜片浇注机的制作方法
本技术属于镜片浇注设备,尤其是涉及全自动镜片浇注机。
背景技术:
1、现在的镜片加工生产中经常使用镜片浇注机在制好的镜片模片中注入相应的镜片成型液体来制作镜片。
2、公告号为cn112810006a的中国专利文献公开了全自动镜片浇注机,全自动镜片浇注机,包括输送通道,所述输送通道上设有顶片吸盘,所述顶片吸盘上方设有中心定位装置,所述中心定位装置一侧设有双工位旋转装置,所述双工位旋转装置远离中心定位装置一端的镜片吸盘上方设有撕胶带装置,所述撕胶带装置外侧设有浇注装置,所述撕胶带装置的一侧设有液面检测装置,所述撕胶带装置的另一侧设有辅助撕胶带装置,所述顶片吸盘、镜片吸盘连接真空发生器,还包括下片框和捡片装置,捡片装置抓取浇注好的镜片模具送入下片框中。上述申请中,镜片的上下片方式是将镜片模具放置在上片框内,镜片浇注完成后再把镜片模具放置在下片框内,这种上下片方式上片框和下片框不发生位置变换地放置,当这一批镜片模具浇注完成后,需要卸下空的上片框和装满的下片框,然后将下一批装满镜片模具的上片框、空的下片框放置上去,需要频繁的更换上片框和下片框。
技术实现思路
1、本实用新型旨在解决上述技术问题,提供一种全自动镜片浇注机,通过设置能够叠放的模片框放置形式,且模片框能够随输送带进入下框工位,减少了更换模片框的频率且便于工人进行上下框操作。
2、为了达到上述目的,本实用新型采用如下技术方案:
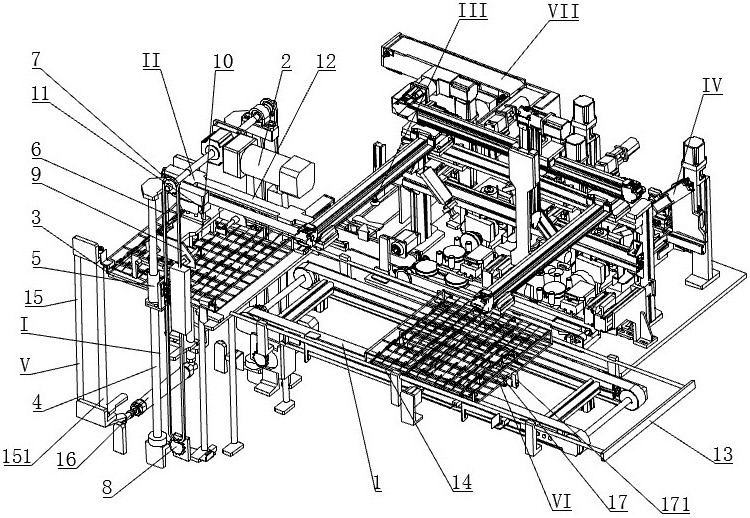
3、全自动镜片浇注机,包括模片框提升机构、模片框取放机构、模片框输送带,所述模片框提升机构包括能够升降的模片框放置板,所述模片框输送带设置在所述模片框提升机构的后方,所述模片框取放机构设置在所述模片框提升机构的上方,所述模片框取放机构包括两个模片框夹紧臂、夹紧气缸、升降气缸、直线模组,所述夹紧气缸的两端分别连接所述两个模片框夹紧臂,所述升降气缸的下端连接所述夹紧气缸以驱动所述夹紧气缸升降,所述直线模组连接所述升降气缸以驱动所述升降气缸沿所述模片框输送带的输送方向前后平移。
4、作为一种优选的技术方案,所述模片框提升机构还包括升降传动机构、升降电机,所述升降传动机构设有两组,每组升降传动机构分别包括放置板导向杆、导向座、升降链条、上链轮、下链轮,所述导向座沿上下方向滑动连接在所述放置板导向杆上,所述导向座固定连接在所述升降链条上,所述升降链条的上端和下端分别与所述上链轮和所述下链轮链传动连接,所述升降电机与所述上链轮传动连接以驱动所述上链轮转动,所述模片框放置板的两端分别与两个导向座固定连接。
5、作为一种优选的技术方案,所述全自动镜片浇注机还包括模片框限位机构,所述模片框限位机构包括两组限位架、开闭气缸,所述限位架包括限位架转轴,所述开闭气缸的两端分别与两组限位架的限位架转轴连接用以驱动限位架转轴转动。
6、作为一种优选的技术方案,所述全自动镜片浇注机还包括模片框夹紧机构,所述模片框夹紧机构包括两个回转夹紧气缸,两个回转夹紧气缸安装在模片框输送带的机架上,两个回转夹紧气缸前后相对设置。
7、作为一种优选的技术方案,所述模片框输送带的后端设有模片框挡板。
8、作为一种优选的技术方案,所述模片框输送带的左右两侧设有模片框档杆。
9、采用上述技术方案后,本实用新型具有如下优点:
10、本实用新型的全自动镜片浇注机,先将模片框叠放在模片框放置板上,模片框取放机构抓取模片框放置板上最上层的模片框,放置在模片框输送带上;模片框输送带上的模片框移动到模片框夹紧机构时,模片框被固定限位在两个回转臂之间;模片输送机构上放置模片,模片浇注机构浇注模片,模片抓取机构抓取模片浇注机构浇注完成的模片,放置在模片框输送带上的模片框中;模片框放满浇注好的模片后,回转夹紧气缸的回转臂向下转动,使得模片框能够随模片框输送带继续向后移动;模片框随模片框输送带输送至模片框输送带的后端,被模片框挡板挡住不再移动,收取模片框。
11、本实用新型的全自动镜片浇注机,通过设置能够叠放的模片框放置形式,且模片框能够随输送带进入下框工位,减少了更换模片框的频率且便于工人进行上下框操作。
技术特征:
1.全自动镜片浇注机,其特征在于,包括模片框提升机构、模片框取放机构、模片框输送带,所述模片框提升机构包括能够升降的模片框放置板,所述模片框输送带设置在所述模片框提升机构的后方,所述模片框取放机构设置在所述模片框提升机构的上方,所述模片框取放机构包括两个模片框夹紧臂、夹紧气缸、升降气缸、直线模组,所述夹紧气缸的两端分别连接所述两个模片框夹紧臂,所述升降气缸的下端连接所述夹紧气缸以驱动所述夹紧气缸升降,所述直线模组连接所述升降气缸以驱动所述升降气缸沿所述模片框输送带的输送方向前后平移。
2.根据权利要求1所述的全自动镜片浇注机,其特征在于,所述模片框提升机构还包括升降传动机构、升降电机,所述升降传动机构设有两组,每组升降传动机构分别包括放置板导向杆、导向座、升降链条、上链轮、下链轮,所述导向座沿上下方向滑动连接在所述放置板导向杆上,所述导向座固定连接在所述升降链条上,所述升降链条的上端和下端分别与所述上链轮和所述下链轮链传动连接,所述升降电机与所述上链轮传动连接以驱动所述上链轮转动,所述模片框放置板的两端分别与两个导向座固定连接。
3.根据权利要求1所述的全自动镜片浇注机,其特征在于,所述全自动镜片浇注机还包括模片框限位机构,所述模片框限位机构包括两组限位架、开闭气缸,所述限位架包括限位架转轴,所述开闭气缸的两端分别与两组限位架的限位架转轴连接用以驱动限位架转轴转动。
4.根据权利要求1所述的全自动镜片浇注机,其特征在于,所述全自动镜片浇注机还包括模片框夹紧机构,所述模片框夹紧机构包括两个回转夹紧气缸,两个回转夹紧气缸安装在模片框输送带的机架上,两个回转夹紧气缸前后相对设置。
5.根据权利要求1所述的全自动镜片浇注机,其特征在于,所述模片框输送带的后端设有模片框挡板。
6.根据权利要求1所述的全自动镜片浇注机,其特征在于,所述模片框输送带的左右两侧设有模片框档杆。
技术总结
本技术提供一种全自动镜片浇注机,包括模片框提升机构、模片框取放机构、模片框输送带,模片框提升机构包括能够升降的模片框放置板,模片框输送带设置在模片框提升机构的后方,模片框取放机构设置在模片框提升机构的上方,模片框取放机构包括两个模片框夹臂、夹紧气缸、升降气缸、直线模组,夹紧气缸的两端分别连接两个模片框夹紧臂,升降气缸的下端连接夹紧气缸以驱动夹紧气缸升降,直线模组连接升降气缸以驱动升降气缸沿模片框输送带的输送方向前后平移。本技术通过设置能够叠放的模片框放置形式,且模片框能够随输送带进入下框工位,减少了更换模片框的频率且便于工人进行上下框操作。
技术研发人员:潘吕建
受保护的技术使用者:临海市劳尔机械有限公司
技术研发日:20231121
技术公布日:2024/6/23
- 还没有人留言评论。精彩留言会获得点赞!