热流道混炼装置和注塑螺杆出口混炼设备的制作方法
本技术涉及混炼注塑,特别涉及一种热流道混炼装置和注塑螺杆出口混炼设备。
背景技术:
1、注塑机螺杆基本上是通用螺杆能够适用绝大数用于注塑的塑料原料,用于注塑的塑料原料通常需要添加色母、色粉、稳定剂填充剂等添加物,特别对于高粘度的塑料原料都会存在塑化、混炼不彻底的问题,极大程度影响良品率。现有技术基本上都是采用螺杆在高背压时产生高剪切来满足塑化、混炼要求,但高剪切、高背压会造成原材料的降解和烧焦的风险,以及采用针对特种塑料材料的专用螺杆来满足要求,增加了技术难度和成本。
技术实现思路
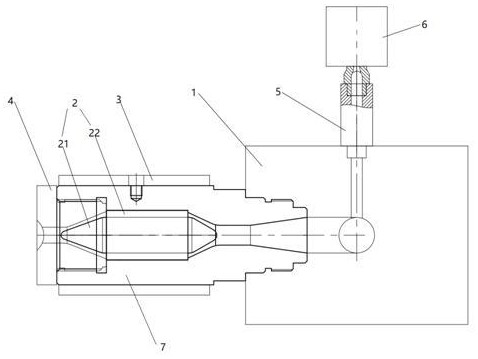
1、根据本实用新型实施例,为解决现有技术上述不足,提供了一种热流道混炼装置,设于熔料注入口与分流道注嘴之间,包含热流道体,混炼腔和加热器,热流道体与分流道注嘴相连,将外部注塑原料输送至内部模具内;混炼腔呈长条状,一端与热流道体相连、另一端与熔料注入口相连,混炼腔内设分流体,分流体对进入混炼腔的注塑原料分流;加热器可加热混炼腔。
2、优选地,混炼腔与热流道体通过连接件相连。
3、优选地,加热器设于连接件外部。
4、优选地,混炼腔内设有空腔,分流体是回转体。
5、优选地,分流体设于空腔中间,分流体四周到空腔内壁距离相等。
6、优选地,分流体两端直径小于中间直径。
7、优选地,加热器环绕于连接体外侧。
8、根据本实用新型第一实施例的热流道混炼装置,能够在注射螺杆与注塑嘴之间增设热流道混炼装置,可广泛用于一步法注拉吹成型机的第一步工艺管胚注射成型。通过多种形状的熔料的流路,摩擦,反复分散,合流,用于消除流痕、颜色不均匀,进一步加强了熔料的塑化,混炼,降低了用于混炼的螺杆在预塑时高背压,防止塑料材料因高剪切发热而降解、烧焦。
9、据本实用新型实施例的注塑螺杆出口混炼设备,包含第一实施例的热流道混炼装置,能够防止塑料材料因高剪切发热而降解、烧焦,提升良品率,降低生产成本。
10、要理解的是,前面的一般描述和下面的详细描述两者都是示例性的,并且意图在于提供要求保护的技术的进一步说明。
技术特征:
1.一种热流道混炼装置,设于熔料注入口与分流道注嘴之间,其特征在于,包含:
2.如权利要求1所述的热流道混炼装置,其特征在于,所述混炼腔与所述热流道体通过连接件相连。
3.如权利要求2所述的热流道混炼装置,其特征在于,所述混炼腔设于所述连接件内部,所述加热器设于所述连接件外部。
4.如权利要求1所述的热流道混炼装置,其特征在于,所述混炼腔内设有空腔,所述分流体是回转体。
5.如权利要求4所述的热流道混炼装置,其特征在于,所述分流体设于所述空腔中间,所述分流体四周到所述空腔内壁距离相等。
6.如权利要求5所述的热流道混炼装置,其特征在于,所述分流体两端直径小于中间直径。
7.一种注塑螺杆出口混炼设备,其特征在于,包含权利要求1~6任一项所述的热流道混炼装置。
技术总结
本技术公开了一种热流道混炼装置,包含热流道体,混炼腔和加热器,热流道体与分流道注嘴相连,将外部注塑原料输送至内部模具内;混炼腔呈长条状,一端与热流道体相连、另一端与熔料注入口相连,混炼腔内设分流体,分流体对进入混炼腔的注塑原料分流;加热器可加热混炼腔。本技术热流道混炼装置,通过多种形状的熔料的流路,反复分散,合流,用于消除流痕、颜色不均匀,进一步加强了熔料的混炼,降低了用于混炼的螺杆在预塑时高背压,防止塑料材料因高剪切发热而降解、烧焦。本技术注塑螺杆出口混炼设备能够防止降解、烧焦,提升良品率,降低生产成本。
技术研发人员:邱志刚
受保护的技术使用者:上海绎帆模具有限公司
技术研发日:20231124
技术公布日:2024/6/30
- 还没有人留言评论。精彩留言会获得点赞!