一种塑杯成型卷边连线翻转装置的制作方法
本技术涉及翻转装置,具体为一种塑杯成型卷边连线翻转装置。
背景技术:
1、塑杯成型翻转模设备是一种塑杯吸塑成型机,广泛用于一次性塑料杯的生产使用,塑杯成型翻转模设备常配合塑杯卷边机一起使用,进行光杯的成型工序。随着奶茶和咖啡市场的快速发展,越来越多的消费者选择使用一次性塑杯的奶茶和咖啡消费。常规的塑杯成型生产方式均采用塑杯吸塑成型和塑杯卷边成型分开的工艺,中间需要进行人工收料、人工搬运、人工上料等工序,大大降低了生产效率,同时增加了生产成本。
2、目前常用的塑杯吸塑成型生产流程是,在塑杯翻转模成型机旁边放置一台塑杯卷边成型机设备,从而减少塑杯搬运距离和搬运时间,使得塑杯成型生产能够连续进行。由于塑杯从翻转模设备中是分批次、集中、间断性出料,且塑杯从成型机中出来之后需要调转杯口方向,生产员工在转运过程中存在工作节奏较紧和工作节奏较缓的情况,且常出现光杯来不及转运而洒落到地面的情况,存在卫生和质量风险隐患,不能很好的满足实际使用需求。
技术实现思路
1、发明目的:为了克服现有技术中存在的不足,本实用新型的目的是提供一种转运效率高、不会发生掉落的塑杯成型卷边连线翻转装置。
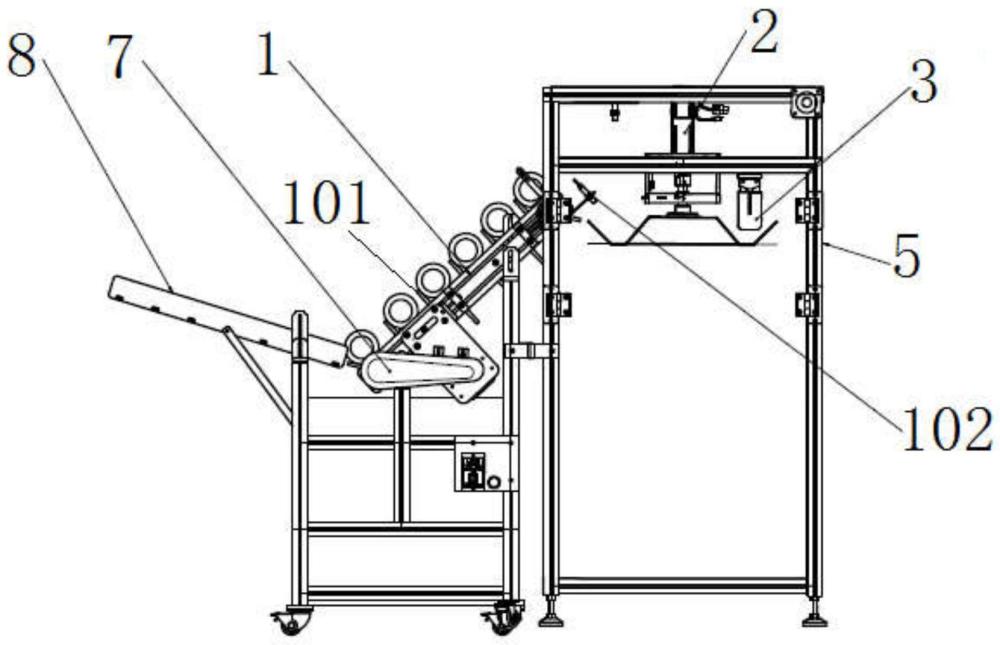
2、技术方案:本实用新型所述的一种塑杯成型卷边连线翻转装置,包括顺次连接的输送爬坡皮带、中转旋转机构、拨杯机构;中转旋转机构包括旋转轴、托盘一、托盘二和连接板,旋转轴与连接板相连,连接板的两侧分别设置用于放置塑杯条的托盘一、托盘二;拨杯机构包括推板,推板能够将托盘一或托盘二上的塑杯条拨出;输送爬坡皮带上设置料槽挡板、光电传感器一,料槽挡板在输送爬坡皮带表面均匀间隔设置,光电传感器一设置在输送爬坡皮带表面靠近中转旋转机构处,光电传感器一、输送爬坡皮带与调速器相连。光电传感器一用于感应塑杯输送到位。
3、进一步地,中转旋转机构、拨杯机构均设置在机架上。机架上设置用于感应塑杯掉落到位的光电传感器二。机架优选为4040b铝型材机架。
4、进一步地,拨杯机构还包括无杆气缸,推板由无杆气缸驱动,速度快,且可双向运行。
5、进一步地,推板为不锈钢推板,不容易被腐蚀,使用寿命长。
6、进一步地,输送爬坡皮带与爬坡动力装置相连。爬坡动力装置为调速电机,可根据成型机与卷边机的产能匹配进行速度调整。
7、进一步地,输送爬坡皮带远离中转旋转机构的一侧设置缓存料盘。缓存料盘的内表面设置网格栅。网格栅的横向粗支撑条上面焊接纵向细支撑条,间距8mm。缓存料盘与输送爬坡皮带的距离为50~60mm。
8、进一步地,托盘一、托盘二的横截面均为梯形,保证旋转过程中塑杯整齐性。
9、工作原理:中转旋转机构由带减速器的伺服电机带动托盘一、托盘二进行塑杯的旋转转移,可根据输送爬坡皮带的输送速度匹配进行旋转速度匹配。光电传感器一感应料槽挡板,对射光电每感应一次挡板,则输送爬坡皮带停止一次,这样就能保证输送爬坡皮带每次只走一个料槽的距离。中转旋转机构的旋转电机提供动力输出,通过旋转轴传递动力,将托盘一、托盘二旋转至指定角度。
10、使用方法:塑杯从成型设备中一次出6~7条产品,每条50只,塑杯进入缓存料盘中等待爬坡输送,缓存料盘一次最大缓存量为7条,满足缓存要求。输送爬坡皮带将塑杯产品逐条带入料槽挡板中,每次行进一个料槽的距离实现塑杯逐条进入旋转机构中。旋转机构将单条塑杯产品旋转180°将杯口方向调转,进入拨料工位。拨杯机构5采用无杆气缸作为动力将单条塑杯产品用不锈钢拨板拨入卷边机进料输送皮带中进行卷边。
11、有益效果:本实用新型和现有技术相比,具有如下特点:
12、1、避免塑料杯洒落到地面的情况,排除了卫生和质量风险隐患,转运效率高,能够很好地满足实际使用需求;
13、2、设置缓存料盘,有利于保证塑杯从成型机一次集中出料的缓存,很好的解决了常规生产过程中出现的塑杯来不及转运而掉落到地上的风险;
14、3、中转旋转机构设置双工位,即托盘一和托盘二,拨料机构设置于选择工位上面,可同时实现接料和拨料动作,能大大提高转运效率,相较于现有生产模式,生产效率更高。
15、4、爬坡动力装置为调速电机,可根据成型机与卷边机的产能匹配进行速度调整;
16、5、能够实现单条产品从翻转模成型机出料,具有塑杯口部掉头的功能,保证塑杯成型机与塑杯卷边机之间的自动化连接,能够减少生产工人,具有明显的成本优势。
技术特征:
1.一种塑杯成型卷边连线翻转装置,其特征在于:包括顺次连接的输送爬坡皮带(1)、中转旋转机构(2)、拨杯机构(3);所述中转旋转机构(2)包括旋转轴(201)、托盘一(202)、托盘二(203)和连接板(204),所述旋转轴(201)与连接板(204)相连,所述连接板(204)的两侧分别设置用于放置塑杯条的托盘一(202)、托盘二(203);所述拨杯机构(3)包括推板(301),所述推板(301)能够将托盘一(202)或托盘二(203)上的塑杯条拨出;所述输送爬坡皮带(1)上设置料槽挡板(101)、光电传感器一(102),所述料槽挡板(101)在输送爬坡皮带(1)表面均匀间隔设置,所述光电传感器一(102)设置在输送爬坡皮带(1)表面靠近中转旋转机构(2)处,所述光电传感器一(102)、输送爬坡皮带(1)与调速器(4)相连。
2.根据权利要求1所述的一种塑杯成型卷边连线翻转装置,其特征在于:所述中转旋转机构(2)、拨杯机构(3)均设置在机架(5)上。
3.根据权利要求2所述的一种塑杯成型卷边连线翻转装置,其特征在于:所述机架(5)上设置用于感应塑杯掉落到位的光电传感器二(6)。
4.根据权利要求1所述的一种塑杯成型卷边连线翻转装置,其特征在于:所述拨杯机构(3)还包括无杆气缸(302),所述推板(301)由无杆气缸(302)驱动。
5.根据权利要求1所述的一种塑杯成型卷边连线翻转装置,其特征在于:所述推板(301)为不锈钢推板。
6.根据权利要求1所述的一种塑杯成型卷边连线翻转装置,其特征在于:所述输送爬坡皮带(1)与爬坡动力装置(7)相连。
7.根据权利要求6所述的一种塑杯成型卷边连线翻转装置,其特征在于:所述爬坡动力装置(7)为调速电机。
8.根据权利要求1所述的一种塑杯成型卷边连线翻转装置,其特征在于:所述输送爬坡皮带(1)远离中转旋转机构(2)的一侧设置缓存料盘(8)。
9.根据权利要求8所述的一种塑杯成型卷边连线翻转装置,其特征在于:所述缓存料盘(8)的内表面设置网格栅。
10.根据权利要求8所述的一种塑杯成型卷边连线翻转装置,其特征在于:所述缓存料盘(8)与输送爬坡皮带(1)的距离为50~60mm。
技术总结
本技术公开了一种塑杯成型卷边连线翻转装置,包括顺次连接的输送爬坡皮带、中转旋转机构、拨杯机构;中转旋转机构包括旋转轴、托盘一、托盘二和连接板,旋转轴与连接板相连,连接板的两侧分别设置用于放置塑杯条的托盘一、托盘二;拨杯机构包括推板,推板能够将托盘一或托盘二上的塑杯条拨出;输送爬坡皮带上设置料槽挡板、光电传感器一,料槽挡板在输送爬坡皮带表面均匀间隔设置,光电传感器一设置在输送爬坡皮带表面靠近中转旋转机构处,光电传感器一、输送爬坡皮带与调速器相连。本技术避免塑杯洒落到地面,排除了卫生和质量风险隐患,转运效率高,能够很好地满足实际使用需求;设置缓存料盘,有利于保证塑杯一次集中出料的缓存。
技术研发人员:孙高伟,王仕杰,文海星,赵明飞,童俊杰,罗伟
受保护的技术使用者:中船鹏力(南京)塑造科技有限公司
技术研发日:20231129
技术公布日:2024/8/1
- 还没有人留言评论。精彩留言会获得点赞!