一种汽车雾灯盖板的注塑模具的制作方法
本技术涉及汽车雾灯盖板的注塑模具,具体为一种汽车雾灯盖板的注塑模具。
背景技术:
1、众所周知,注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法,注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。
2、现有的汽车雾灯盖板一般通过注塑模具注塑而成,传统注塑模具在注塑完成后,一般模具内部的产品通过自然冷却,自然冷却速度慢,在对于汽车雾灯盖板进行注塑时由于零件较小,其等待冷却脱模的时间较长,影响了模具注塑的效率,不方便使用,因此我们提出一种汽车雾灯盖板的注塑模具以解决上述问题。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种便于使用的汽车雾灯盖板的注塑模具。
3、(二)技术方案
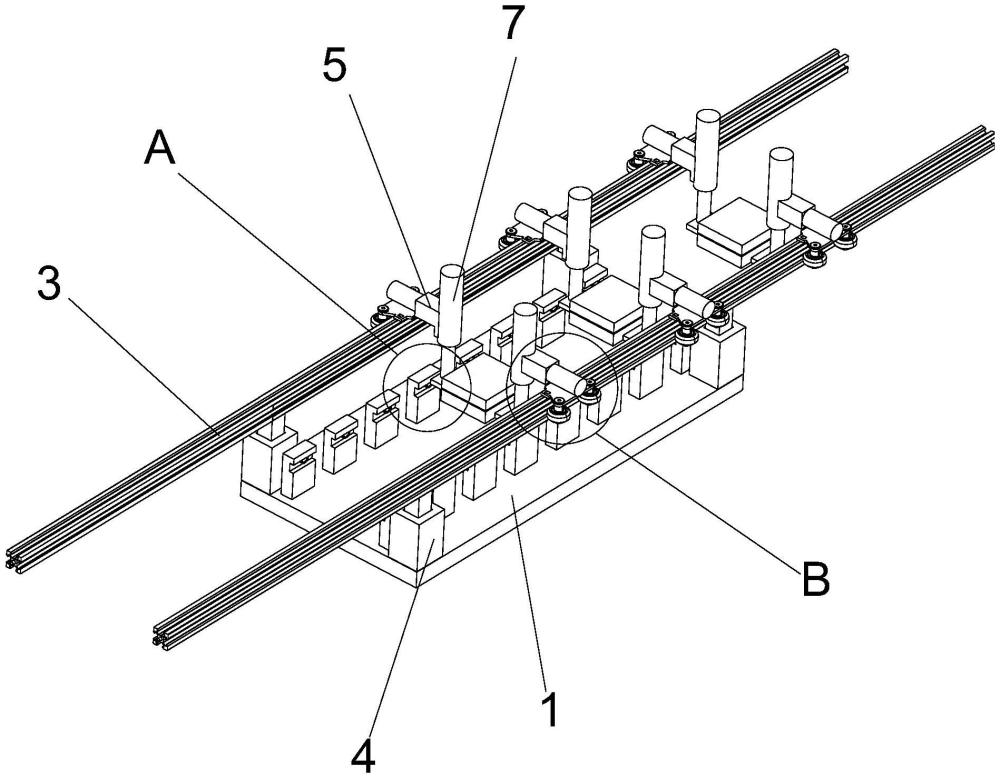
4、为实现上述目的,本实用新型提供如下技术方案:一种汽车雾灯盖板的注塑模具,包括支撑底座,支撑底座的顶端中部设置有数个降温冷气机,支撑底座的左端与右端均设置有滑动调节轨,滑动调节轨与支撑底座之间设置有数个支撑柱,两个支撑底座的顶端设置有模具移动撑柱,模具移动撑柱的左端与右端均设置有数个电动滑轮,每个电动滑轮与滑动调节轨相配合,每个模具移动撑柱的中部均设置有一对电动伸缩杆,每对电动伸缩杆的中部均设置有汽车雾灯盖板注塑模具主体,每对电动伸缩杆与汽车雾灯盖板注塑模具主体相配合。
5、进一步的,本实用新型的改进有,数个电动滑轮的旋转速度均可以进行调节。
6、更进一步的,本实用新型的改进有,支撑底座、降温冷气机、滑动调节轨、支撑柱、模具移动撑柱、电动滑轮、电动伸缩杆与汽车雾灯盖板注塑模具主体的棱边均呈圆角状设置。
7、在上述内容的基础上,本实用新型的改进有,每个电动滑轮与滑动调节轨之间的配合方式为滑动配合。
8、进一步的,本实用新型的改进有,每对电动伸缩杆与汽车雾灯盖板注塑模具主体进行固定配合。
9、(三)有益效果
10、与现有技术相比,本实用新型提供了一种汽车雾灯盖板的注塑模具,具备以下有益效果:
11、该汽车雾灯盖板的注塑模具,通过设置支撑底座、降温冷气机、滑动调节轨、支撑柱、模具移动撑柱、电动滑轮、电动伸缩杆与汽车雾灯盖板注塑模具主体,使该汽车雾灯盖板的注塑模具在流水线输送的过程中即可完成冷却,其不需要在等待过多的时间,该汽车雾灯盖板的注塑模具的生产效率更高。
技术特征:
1.一种汽车雾灯盖板的注塑模具,包括支撑底座(1),其特征在于:所述支撑底座(1)的顶端中部设置有数个降温冷气机(2),所述支撑底座(1)的左端与右端均设置有滑动调节轨(3),所述滑动调节轨(3)与支撑底座(1)之间设置有数个支撑柱(4),两个所述支撑底座(1)的顶端设置有模具移动撑柱(5),所述模具移动撑柱(5)的左端与右端均设置有数个电动滑轮(6),每个所述电动滑轮(6)与滑动调节轨(3)相配合,每个所述模具移动撑柱(5)的中部均设置有一对电动伸缩杆(7),每对所述电动伸缩杆(7)的中部均设置有汽车雾灯盖板注塑模具主体(8),每对所述电动伸缩杆(7)与汽车雾灯盖板注塑模具主体(8)相配合。
2.根据权利要求1所述的一种汽车雾灯盖板的注塑模具,其特征在于:数个所述电动滑轮(6)的旋转速度均可以进行调节。
3.根据权利要求1所述的一种汽车雾灯盖板的注塑模具,其特征在于:所述支撑底座(1)、降温冷气机(2)、滑动调节轨(3)、支撑柱(4)、模具移动撑柱(5)、电动滑轮(6)、电动伸缩杆(7)与汽车雾灯盖板注塑模具主体(8)的棱边均呈圆角状设置。
4.根据权利要求1所述的一种汽车雾灯盖板的注塑模具,其特征在于:每个所述电动滑轮(6)与滑动调节轨(3)之间的配合方式为滑动配合。
5.根据权利要求1所述的一种汽车雾灯盖板的注塑模具,其特征在于:每对所述电动伸缩杆(7)与汽车雾灯盖板注塑模具主体(8)进行固定配合。
技术总结
本技术涉及汽车雾灯盖板的注塑模具技术领域,具体为一种汽车雾灯盖板的注塑模具,其便于使用,包括支撑底座,支撑底座的顶端中部设置有数个降温冷气机,支撑底座的左端与右端均设置有滑动调节轨,滑动调节轨与支撑底座之间设置有数个支撑柱,两个支撑底座的顶端设置有模具移动撑柱,模具移动撑柱的左端与右端均设置有数个电动滑轮,每个电动滑轮与滑动调节轨相配合,每个模具移动撑柱的中部均设置有一对电动伸缩杆,每对电动伸缩杆的中部均设置有汽车雾灯盖板注塑模具主体,每对电动伸缩杆与汽车雾灯盖板注塑模具主体相配合。
技术研发人员:徐道生
受保护的技术使用者:重庆市涪陵区金龙有限公司
技术研发日:20231211
技术公布日:2024/7/18
- 还没有人留言评论。精彩留言会获得点赞!