一种多腔线盒模具平衡流道结构的制作方法
本技术属于注塑模具流道,具体涉及一种多腔线盒模具平衡流道结构。
背景技术:
1、目前,注塑模具的腔数越来越多,对模具的设计要求也越来越高,对应流道进浇系统的设计至关重要,一个很重要的参数就是流道进胶平衡设计,只有进胶平衡了才能保证注塑的分子同时填充型腔,保证制品不易产生飞边、粘模或浇口处白斑等注塑问题,流道的平衡设计对制品的质量影响至关重要。
2、中国专利cn210999806u公开了一种注射模具的流道结构,该流道结构包括设置在模具上的加注口,所述加注口与设置在模具内部的至少两个主流道对应连通,所述主流道与至少两个分流道聚集口对应连通,所述分流道聚集口与多个分流道对应连通,所述分流道与直流道对应连通,所述直流道与至少两个型腔对应连通,所述加注口还与加注口堵头对应可拆连接。分流道与主流道之间部分垂直连接,部分倾斜连接,导致从主流道分到分流道的压力不均衡,从而使得物料量不均衡,使得最后制备得到的产品质量不一致。
技术实现思路
1、针对上述问题,本实用新型的目的在于提供一种多腔线盒模具平衡流道结构。
2、具体的技术方案如下:
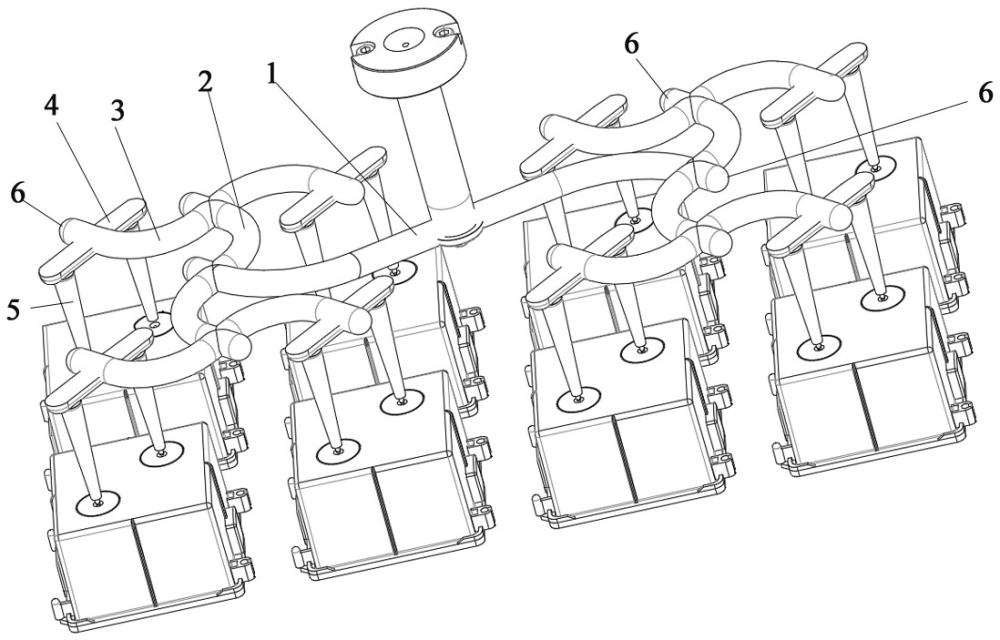
3、一种多腔线盒模具平衡流道结构,其由上模板和下模板合模后构成,包括主流道、一级分流道、二级分流道、三级分流道和线盒制品浇注入口流道,主流道为s型,多个一级分流道分别设于主流道两端端部的两侧,且一级分流道的一端与主流道垂直连通,多个二级分流道分别设于一级分流道的另一端的两侧,且二级分流道的一端与一级分流道垂直连通,多个三级分流道分别设于二级分流道的两侧,且三级分流道的一端与二级分流道垂直连通,三级分流道的另一端与线盒制品浇注入口流道垂直连通,线盒制品浇注入口流道垂直向下延伸。
4、进一步地,一级分流道包括一级弧形段和一级直流段,一级弧形段的一端垂直连通主流道的端部,另一端连接一级直流段,二级分流道包括二级弧形段和二级直流段,二级弧形段的一端垂直连通一级直流段,另一端连通二级直流段,三级分流道为直线型流道,垂直连通二级直流段。
5、进一步地,主流道端部两侧的一级分流道以分流口为中心呈中心对称,一级分流道端部两侧的二级分流道以分流口为中心呈中心对称,二级分流道端部两侧的三级分流道以分流口为中心呈中心对称。
6、进一步地,主流道、一级分流道、二级分流道的末端都设有缓冲区域。
7、进一步地,主流道、一级分流道、二级分流道的横截面为圆形,三级分流道的横截面为倒梯形。
8、进一步地,线盒制品浇注入口流道的下端出口的直径为1.7-2mm。
9、本实用新型的有益效果在于:
10、1)本实用新型的流道结构的流道与流道之间垂直连通,使得两边的物料所受的压力平衡,使熔融的物料均匀平衡地进入最后的物料浇注口,使得最后每个制品的质量保持一致;
11、2)流道采用圆形流道和梯形流道的结合,便于流道脱模;
12、3)可根据所需线盒产品的两个浇注入口的角度,设计弧形段的弧度,同时保证浇注的平衡。
技术特征:
1.一种多腔线盒模具平衡流道结构,其由上模板和下模板合模后构成,其特征在于,包括主流道(1)、一级分流道(2)、二级分流道(3)、三级分流道(4)和线盒制品浇注入口流道(5),主流道(1)为s型,多个一级分流道(2)分别设于主流道(1)两端端部的两侧,且一级分流道(2)的一端与主流道(1)垂直连通,多个二级分流道(3)分别设于一级分流道(2)的另一端的两侧,且二级分流道(3)的一端与一级分流道(2)垂直连通,多个三级分流道(4)分别设于二级分流道(3)的两侧,且三级分流道(4)的一端与二级分流道(3)垂直连通,三级分流道(4)的另一端与线盒制品浇注入口流道(5)垂直连通,线盒制品浇注入口流道(5)垂直向下延伸。
2.如权利要求1所述的一种多腔线盒模具平衡流道结构,其特征在于,一级分流道(2)包括一级弧形段(21)和一级直流段(22),一级弧形段(21)的一端垂直连通主流道(1)的端部,另一端连接一级直流段(22),二级分流道(3)包括二级弧形段(31)和二级直流段(32),二级弧形段(31)的一端垂直连通一级直流段(22),另一端连通二级直流段(32),三级分流道(4)为直线型流道,垂直连通二级直流段(32)。
3.如权利要求1所述的一种多腔线盒模具平衡流道结构,其特征在于,主流道(1)端部两侧的一级分流道(2)以分流口为中心呈中心对称,一级分流道(2)端部两侧的二级分流道(3)以分流口为中心呈中心对称,二级分流道(3)端部两侧的三级分流道(4)以分流口为中心呈中心对称。
4.如权利要求1所述的一种多腔线盒模具平衡流道结构,其特征在于,主流道(1)、一级分流道(2)、二级分流道(3)的末端都设有缓冲区域(6)。
5.如权利要求1所述的一种多腔线盒模具平衡流道结构,其特征在于,主流道(1)、一级分流道(2)、二级分流道(3)的横截面为圆形,三级分流道(4)的横截面为倒梯形。
6.如权利要求1所述的一种多腔线盒模具平衡流道结构,其特征在于,线盒制品浇注入口流道(5)的下端出口的直径为1.7-2mm。
技术总结
本技术公开了一种多腔线盒模具平衡流道结构,包括主流道、一级分流道、二级分流道、三级分流道和线盒制品浇注入口流道,主流道为S型,多个一级分流道分别设于主流道端部的两侧,且一级分流道的一端与主流道垂直连通,多个二级分流道分别设于一级分流道的另一端的两侧,且二级分流道的一端与一级分流道垂直连通,多个三级分流道分别设于二级分流道的两侧,且三级分流道的一端与二级分流道垂直连通,三级分流道的另一端与线盒制品浇注入口流道垂直连通。本技术的平衡流道结构,起到了主流道到分流道压力均衡的目的,保证每个制品的质量保持一致。
技术研发人员:冯锦荣,于进杰,马胜
受保护的技术使用者:临海伟星新型建材有限公司
技术研发日:20231215
技术公布日:2024/12/12
- 还没有人留言评论。精彩留言会获得点赞!