一种用于精细小齿轮的热流道系统的制作方法
本技术涉及热流道注塑,尤其涉及一种用于精细小齿轮的热流道系统。
背景技术:
1、目前在注塑行业普遍采用的注塑模具为热流道注塑模具,较普通模具而言,通过热流道系统注塑的塑胶产品质量更高,且热流道系统具有节约原料,提高生产效率、自动化程度高等优点,现有的热流道系统通常一个注射嘴注塑成型一个零部件,但对于如图6所示的精细小齿轮而言,采用一个注射嘴进行注塑形成的齿轮产品精度不高,进行大批量注塑时,注塑成型的效率不高,且产品经注塑成型后的一致性难以保证,鉴于此,本领域研究人员设计了一种由于精细小齿轮的热流道系统。
技术实现思路
1、本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种注塑精度高、提高注塑效率的用于精细小齿轮的热流道系统。
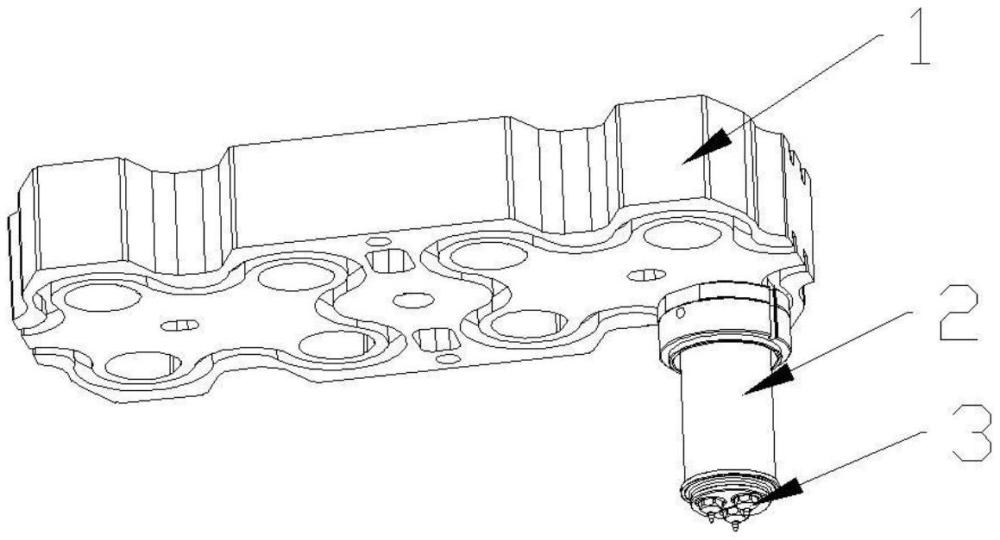
2、本实用新型的技术方案为:一种用于精细小齿轮的热流道系统,包括分流板、连接在所述分流板底部的热咀组件以及被驱动进行上下往复运动的阀针模组,所述热咀组件包括热咀本体和呈等边三角设置在所述热咀本体底部的三个连接咀套,所述连接咀套的顶端向上伸入所述热咀本体内的安装腔体内,所述热咀本体内竖直贯穿设置有三组注射孔,所述连接咀套沿中心轴线设置有与所述注射孔连通的注射通孔,所述连接咀套底端设置有与所述注射通孔连通的注胶口,所述阀针模组从所述注射孔伸入所述注射通孔,通过控制所述阀针模组进行上下运动从而控制所述注胶口的开闭。
3、由上述方案可知,所述分流板用于注塑进行分流后进入至热咀组件进行注塑,通过所述阀针模组在注射孔内进行上下往复运动,控制所述注胶口的开闭,从而控制开始注塑和停止注塑,所述热咀本体通过三组连接咀套实现同时进行三点注塑,从而均匀成型精细小齿轮。
4、所述阀针模组包括分别插设在三组所述注射孔内的三个阀针件,所述阀针件从所述注射孔插设进所述注射通孔后伸出所述注胶口,所述注胶口与所述阀针件端部适配。由此可见,所述阀针模组通过控制三个阀针件同时进行上下往复运动,从而实现三点同时注塑。
5、所述分流板底部嵌设有分流块,所述分流块连接在所述热咀本体的顶端,所述分流块上设置有与所述注射孔连通的三组插孔,所述分流块的上表面中心设置有中心注射口,所述中心注射口分别与三组所述插孔连通分别形成三组流道槽。由此可见,所述插孔用于阀针件的插设,所述分流板输出端的熔融塑料从所述中心注射口流入所述分流块,所述分流块用于将熔融塑料进行三等分的分流,将分流板内的熔融塑胶等分为三条流道同时经由三组所述流道槽流入连接咀套内进行注塑,实现三个连接咀套同时进行三点注塑。
6、所述分流板上设置有主注塑口,所述分流板内布设有与所述主注塑口连通的分流槽道,所述分流槽道的出口与所述中心注射口连通。由此可见,所述主注塑口用于注塑模具进行注塑,所述分流槽道用于从将由主注塑口流入的熔融塑胶分流至若干个热咀组件进行若干个产品的注塑成型。
7、所述分流板内设置有与所述注射孔连通的安装孔,所述安装孔内插设有顶针件,所述顶针件顶端伸出所述分流板与气缸活塞连接,所述顶针件底端与所述阀针件连接。由此可见,所述安装孔用于实现顶针件的插设,所述顶针件用于实现气缸活塞输出端与阀针件之间的连接。
8、所述分流板两端均设置有嵌设槽,所述嵌设槽内嵌设有电加热件。由此可见,所述电加热件用于将所述分流槽道内的熔融塑胶进行加热,便于后续热咀组件进行注塑成型。
9、所述热咀本体外套设有热咀套筒。由此可见,所述热咀套筒用于对热咀本体实现保温,避免熔融塑料在热咀本体内凝固形象后续注塑。
技术特征:
1.一种用于精细小齿轮的热流道系统,包括分流板(1)、连接在所述分流板(1)底部的热咀组件以及被驱动进行上下往复运动的阀针模组,其特征在于:所述热咀组件包括热咀本体(2)和呈等边三角设置在所述热咀本体(2)底部的三个连接咀套(3),所述连接咀套(3)的顶端向上伸入所述热咀本体(2)内的安装腔体(21)内,所述热咀本体(2)内竖直贯穿设置有三组注射孔(22),所述连接咀套(3)沿中心轴线设置有与所述注射孔(22)连通的注射通孔(31),所述连接咀套(3)底端设置有与所述注射通孔(31)连通的注胶口(32),所述阀针模组从所述注射孔(22)伸入所述注射通孔(31),通过控制所述阀针模组进行上下运动从而控制所述注胶口(32)的开闭。
2.根据权利要求1所述的一种用于精细小齿轮的热流道系统,其特征在于:所述阀针模组包括分别插设在三组所述注射孔(22)内的三个阀针件(4),所述阀针件(4)从所述注射孔(22)插设进所述注射通孔(31)后伸出所述注胶口(32),所述注胶口(32)与所述阀针件(4)端部适配。
3.根据权利要求1所述的一种用于精细小齿轮的热流道系统,其特征在于:所述分流板(1)底部嵌设有分流块(6),所述分流块(6)连接在所述热咀本体(2)的顶端,所述分流块(6)上设置有与所述注射孔(22)连通的三组插孔(61),所述分流块(6)的上表面中心设置有中心注射口(62),所述中心注射口(62)分别与三组所述插孔(61)连通分别形成三组流道槽(63)。
4.根据权利要求3所述的一种用于精细小齿轮的热流道系统,其特征在于:所述分流板(1)上设置有主注塑口(11),所述分流板(1)内布设有与所述主注塑口(11)连通的分流槽道(12),所述分流槽道(12)的出口与所述中心注射口(62)连通。
5.根据权利要求2所述的一种用于精细小齿轮的热流道系统,其特征在于:所述分流板(1)内设置有与所述注射孔(22)连通的安装孔(13),所述安装孔(13)内插设有顶针件(5),所述顶针件(5)顶端伸出所述分流板(1)与气缸活塞连接,所述顶针件(5)底端与所述阀针件(4)连接。
6.根据权利要求1所述的一种用于精细小齿轮的热流道系统,其特征在于:所述分流板(1)两端均设置有嵌设槽(14),所述嵌设槽(14)内嵌设有电加热件。
7.根据权利要求1所述的一种用于精细小齿轮的热流道系统,其特征在于:所述热咀本体(2)外套设有热咀套筒(23)。
技术总结
本技术涉及热流道注塑技术领域,公开了一种用于精细小齿轮的热流道系统,包括分流板、连接在所述分流板底部的热咀组件以及被驱动进行上下往复运动的阀针模组,所述热咀组件包括热咀本体和呈等边三角设置在所述热咀本体底部的三个连接咀套,所述连接咀套的顶端向上伸入所述热咀本体内的安装腔体内,所述热咀本体内竖直贯穿设置有三组注射孔,所述连接咀套沿中心轴线设置有与所述注射孔连通的注射通孔,所述连接咀套底端设置有与所述注射通孔连通的注胶口,所述阀针模组从所述注射孔伸入所述注射通孔,通过控制所述阀针模组进行上下运动从而控制所述注胶口的开闭。
技术研发人员:杨秀成,胡敏
受保护的技术使用者:珠海市瀚威注塑科技有限公司
技术研发日:20231216
技术公布日:2024/7/25
- 还没有人留言评论。精彩留言会获得点赞!