用于汽车配件注塑的成型模仁结构、注塑模具及生产设备的制作方法
本技术涉及汽车配件生产相关,尤其涉及一种用于汽车配件注塑的成型模仁结构、注塑模具及生产设备。
背景技术:
1、如图1所示,为汽车配件中的卡扣组件,即卡针和与卡针卡接配合的卡座。目前,在对卡扣组件生产时,传统的注塑模具在生产卡针和卡座两种不同的工件时,需要在模板配备相应的模仁结构,通过模仁结构的合膜或者脱模,从而完成注塑过程。上述注塑模具的模仁结构,在合膜和脱模的运动过程中,无法有效地控制模仁的运动轨迹,稳定性较差;其次,上述模仁结构的设计较为单一,一次只能成型单一形状的工件。
技术实现思路
1、本实用新型旨在至少解决相关技术中存在的技术问题之一。为此,本实用新型提出一种用于汽车配件注塑的成型模仁结构,所述成型模仁结构用于解决现有技术中注塑模具的模仁结构无法有效地控制模仁的运动轨迹,稳定性较差以及设计较为单一,一次只能成型单一形状的工件的问题。
2、本实用新型提供一种用于汽车配件注塑的成型模仁结构,包括:
3、第一模仁主体,包括并排布置的第一模仁单体和第二模仁单体;
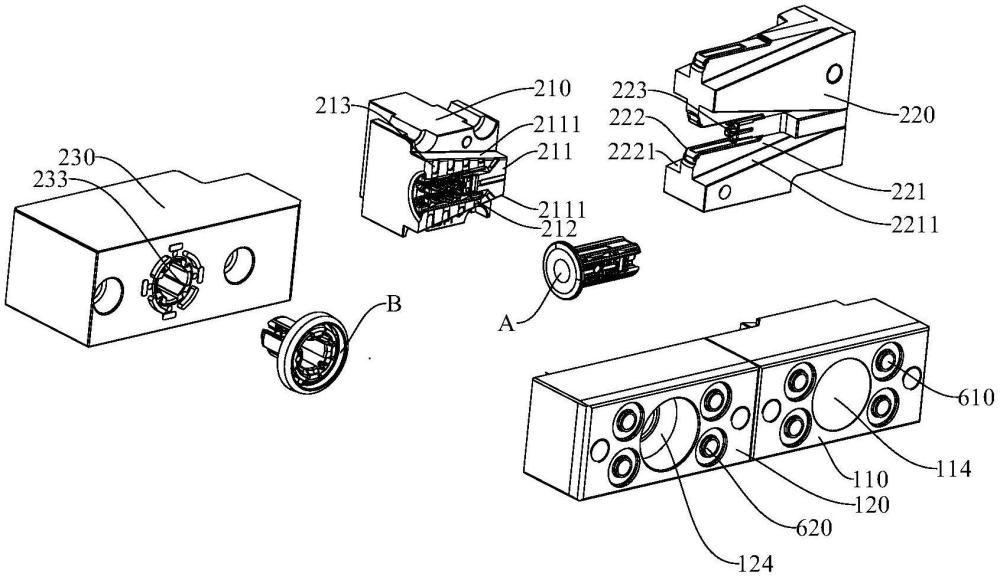
4、第二模仁主体,所述第二模仁主体和所述第一模仁主体可相对移动,所述第二模仁主体包括固定模仁件、第一移动模仁件和第二移动模仁件,所述第一移动模仁件相对所述固定模仁件沿第一方向移动,所述第二移动模仁件相对所述固定模仁件沿第二方向移动;
5、所述第一模仁单体、所述固定模仁件、所述第一移动模仁件和所述第二移动模仁件配合以构成用于卡针成型的第一成型腔室;所述第二模仁单体和所述第二移动模仁件配合以构成用于卡座成型的第二成型腔室;
6、其中,所述第一模仁单体设有第一导向部,所述固定模仁件设有第二导向部,所述第一移动模仁件设有第一导向槽和第二导向槽,所述第一导向部与所述第一导向槽抵接配合,所述第二导向部和所述第二导向槽抵接配合。
7、根据本实用新型提供的一种用于汽车配件注塑的成型模仁结构,所述第一导向部为凸设于所述第一模仁单体的第一凸台,所述第一凸台相对的两侧壁分别设有第一导向斜面;
8、所述第二导向部为凸设于所述固定模仁件的第二凸台,所述第二凸台相对的两侧壁分别设有第二导向斜面;
9、其中,所述第一导向槽相对的两侧壁分别设有第一倾斜面,所述第二导向槽相对的两侧壁分别设有第二倾斜面,所述第一倾斜面和所述第一导向斜面一一对应抵接配合,所述第二倾斜面和所述第二导向斜面一一对应抵接配合。
10、根据本实用新型提供的一种用于汽车配件注塑的成型模仁结构,两个所述第一倾斜面之间的间距及两个所述第二倾斜面之间的间距在朝向所述第一成型腔室的方向上均逐渐增大。
11、根据本实用新型提供的一种用于汽车配件注塑的成型模仁结构,所述第一模仁单体设有第一型位槽,所述第一型位槽布置于所述第一导向部上朝向所述固定模仁件的一侧壁;
12、所述固定模仁件设有第一凹位,所述第一凹位布置于所述第二导向部上朝向所述第一模仁单体的一侧壁;
13、所述第一移动模仁件设有第二凹位,所述第二凹位布置于所述第一导向槽和所述第二导向槽之间;
14、所述第二移动模仁件设有第三凹位,所述第三凹位布置于所述第二移动模仁件朝向所述第一移动模仁件的一侧壁;
15、所述第一型位槽、所述第一凹位、所述第二凹位和所述第三凹位配合形成所述第一成型腔室。
16、根据本实用新型提供的一种用于汽车配件注塑的成型模仁结构,所述第一模仁单体设有围绕所述第一型位槽至少部分区域的第一排气结构,所述固定模仁件设有围绕所述第一凹位至少部分区域的第二排气结构,所述第二移动模仁件设有围绕所述第三凹位至少部分区域的第三排气结构。
17、根据本实用新型提供的一种用于汽车配件注塑的成型模仁结构,所述第二模仁单体上朝向所述第二移动模仁件的一侧壁设有第二型位槽和型位柱,所述型位柱凸设于所述第二型位槽;
18、所述第二移动模仁件设有型位腔,所述第二型位槽和所述型位腔对应配合,且所述型位柱插设于所述型位腔,所述型位柱的侧壁与所述型位腔的侧壁之间具有间隙,以构成所述第二成型腔室。
19、根据本实用新型提供的一种用于汽车配件注塑的成型模仁结构,所述第二模仁单体设有围绕所述第二型位槽至少部分区域的第四排气结构。
20、根据本实用新型提供的一种用于汽车配件注塑的成型模仁结构,所述第一模仁单体设有第一冷却水路,所述第二模仁单体设有第二冷却水路,所述固定模仁件设有第三冷却水路,所述第一移动模仁件设有第四冷却水路,所述第二移动模仁件设有第五冷却水路。
21、本实用新型还提供一种注塑模具,包括上述用于汽车配件注塑的成型模仁结构。
22、本实用新型还提供一种生产设备,包括上述注塑模具。
23、本实用新型提供的用于汽车配件注塑的成型模仁结构,第一:通过上述结构,在一套模仁结构上同时成型两种不同工件,即卡针和卡座,可以减少模具更换的时间和操作,从而提高生产效率,可以减少模具的制造和维护成本;第二:第一导向部与第一导向槽抵接配合,第二导向部和第二导向槽抵接配合,因此,在合膜和脱模时,对第一移动模仁件的移动起到导向作用,有利于控制第一移动模仁件的移动轨迹,且在合膜状态下,第一移动模仁件、固定模仁件和第一模仁单体配合更为紧凑,提高了稳定性。
技术特征:
1.一种用于汽车配件注塑的成型模仁结构,其特征在于,包括:
2.根据权利要求1所述的用于汽车配件注塑的成型模仁结构,其特征在于,所述第一导向部(111)为凸设于所述第一模仁单体(110)的第一凸台,所述第一凸台相对的两侧壁分别设有第一导向斜面(1111);
3.根据权利要求2所述的用于汽车配件注塑的成型模仁结构,其特征在于,两个所述第一倾斜面(2211)之间的间距及两个所述第二倾斜面(2221)之间的间距在朝向所述第一成型腔室(300)的方向上均逐渐增大。
4.根据权利要求1所述的用于汽车配件注塑的成型模仁结构,其特征在于,所述第一模仁单体(110)设有第一型位槽(112),所述第一型位槽(112)布置于所述第一导向部(111)上朝向所述固定模仁件(210)的一侧壁;
5.根据权利要求4所述的用于汽车配件注塑的成型模仁结构,其特征在于,所述第一模仁单体(110)设有围绕所述第一型位槽(112)至少部分区域的第一排气结构(113),所述固定模仁件(210)设有围绕所述第一凹位(212)至少部分区域的第二排气结构(213),所述第二移动模仁件(230)设有围绕所述第三凹位(231)至少部分区域的第三排气结构(232)。
6.根据权利要求1所述的用于汽车配件注塑的成型模仁结构,其特征在于,所述第二模仁单体(120)上朝向所述第二移动模仁件(230)的一侧壁设有第二型位槽(121)和型位柱(122),所述型位柱(122)凸设于所述第二型位槽(121);
7.根据权利要求6所述的用于汽车配件注塑的成型模仁结构,其特征在于,所述第二模仁单体(120)设有围绕所述第二型位槽(121)至少部分区域的第四排气结构(123)。
8.根据权利要求1所述的用于汽车配件注塑的成型模仁结构,其特征在于,所述第一模仁单体(110)设有第一冷却水路(610),所述第二模仁单体(120)设有第二冷却水路(620),所述固定模仁件(210)设有第三冷却水路(630),所述第一移动模仁件(220)设有第四冷却水路(640),所述第二移动模仁件(230)设有第五冷却水路(650)。
9.一种注塑模具,其特征在于,包括权利要求1至8任一项所述用于汽车配件的模仁结构。
10.一种生产设备,其特征在于,包括权利要求9所述的注塑模具。
技术总结
本技术涉及汽车配件生产相关技术领域,尤其涉及一种用于汽车配件注塑的成型模仁结构、注塑模具及生产设备,成型模仁结构包括:第一模仁主体,包括第一模仁单体和第二模仁单体;第二模仁主体,包括固定模仁件、第一移动模仁件和第二移动模仁件,第一模仁单体设有第一导向部,固定模仁件设有第二导向部,第一移动模仁件设有第一导向槽和第二导向槽,第一导向部与第一导向槽抵接配合,第二导向部和第二导向槽抵接配合。在一套模仁结构上同时成型两种不同工件,可以减少模具更换的时间和操作,从而提高生产效率,可以减少模具的制造和维护成本;对第一移动模仁件的移动起到导向作用,有利于控制第一移动模仁件的移动轨迹,提高了稳定性。
技术研发人员:陈景轩
受保护的技术使用者:东莞利富高塑料制品有限公司
技术研发日:20231229
技术公布日:2024/9/17
- 还没有人留言评论。精彩留言会获得点赞!