用于制备聚烯烃组合物的方法与流程
本公开涉及一种用于经由挤出共混来制备含有再循环聚烯烃和原始聚烯烃的聚烯烃组合物的方法。
背景技术:
1、聚烯烃越来越多地被大量消费用于许多应用,包括针对食品和其他商品的包装、纤维、汽车零部件和各种各样的制成品。然而,聚烯烃的所述大量使用正在引起人们对首次使用后产生的废料对环境影响的担忧。
2、事实上,目前大量的废塑料材料来自主要由柔性包装(流延膜、吹塑膜和bopp膜)、刚性包装、吹塑瓶和注塑容器构成的城市塑料废物(消费后树脂)的差别化回收。通常情况下,通过从其他聚合物(如pvc、pet或ps)中进行分拣的步骤,可获得用于重塑的主要再循环聚烯烃流。
3、然而,再循环物料的多组分性质通常导致低机械和光学性能,因此,再循环聚烯烃料流被部分地用于代替聚烯烃配制物中的原始聚合物。
4、为了获得基于具有高水平特性的再循环聚合物的聚合物产物,通常的做法是使用复合挤出生产线将再循环物料与原始聚合物共混。
5、常见的方法是使用呈颗粒的再循环物料和原始物料两者。在一些情况下,在复合和过滤步骤期间将呈颗粒的原始物料添加到呈薄片的再循环物料。
6、熔融共混均呈颗粒形式的原始物料和再循环物料的生产过程需要高生产成本,而且能源使用效率低下,因为再循环物料和原始物料两者都必须通过熔融挤出来加工并分别使用单独的工艺使它们形成为颗粒,最终再进行熔融共混以产生最终组合物。
7、已知的是,可以在单一挤出步骤中执行再循环薄片和原始聚合物的熔融共混。然而,这个过程有一些固有的弱点,并且在若干情况下不能确保最终产生配方的正确性。
8、单一挤出步骤的低效率尤其与所有物料都将必须经历的熔体过滤步骤有关,因此需要超裕度设计的熔体过滤器来处理累积聚合物流。此外,由于在再循环物料复合中使用的大多数常见熔体过滤器在熔体过滤器清洁过程期间涉及到一些物料被清除为废料,这将导致原始聚合物(未受污染)也被清除为废料。
9、最终,在再循环物料不是自由流动形式或具有高含量的湿气或具有高含量的污染物的非常常见的情况下,难以确保所有组分的稳定和可靠的进料。事实上,再循环物料的一部分(湿气和/或污染物)将以不恒定的速率分离,或者不会与原始颗粒均相地分布在进料斗中,导致进料的不稳定性和不一致性。由于这些原因,将不可能确保不同聚合物添加剂和增强剂作为最终配方中的一部分的组成一致性。
10、一些复合过程基于两级挤出过程,其中再循环物料在第一级挤出机中被加工(包括压实、湿气去除和污染物去除的步骤),并且熔融料流被进料到第二级挤出生产线,在第二级挤出生产线也可以添加原始聚合物(通常呈颗粒)和增强剂。
11、jp2019-65092公开了通过熔体泵,特别是齿轮泵,来对从第一级挤出机到第二级挤出机的聚合物流进行计量。通过齿轮泵旋转速度及其容积排量,可以估算出挤出机中加工的聚合物流,并且根据这一估计,可以将适当量的作为分子量调节剂的过氧化物、其他聚合物、添加剂和增强剂进料到第二挤出级,以便达到目标产物配方。
12、然而,当使用再循环聚烯烃料流(特别是呈薄片)作为针对第一挤出机的进料时,这种方法不再可靠。这是由于计算结果容易出现最终成分误差,因为齿轮泵容积效率和聚合物熔体密度可能根据再循环薄片的组成而变化。因此,最终聚烯烃组合物可能具有原始/再循环部分之间的平衡,该平衡不同于目标平衡。
13、此外,齿轮泵是一种昂贵的装备,其应可能被更便宜的替代品所取代。
14、现在已意外地发现了一种能够产生由再循环聚合物、原始聚合物和任选地其他成分组成的聚烯烃组合物的方法,从而确保精确的产物配方并减少能源需求。
技术实现思路
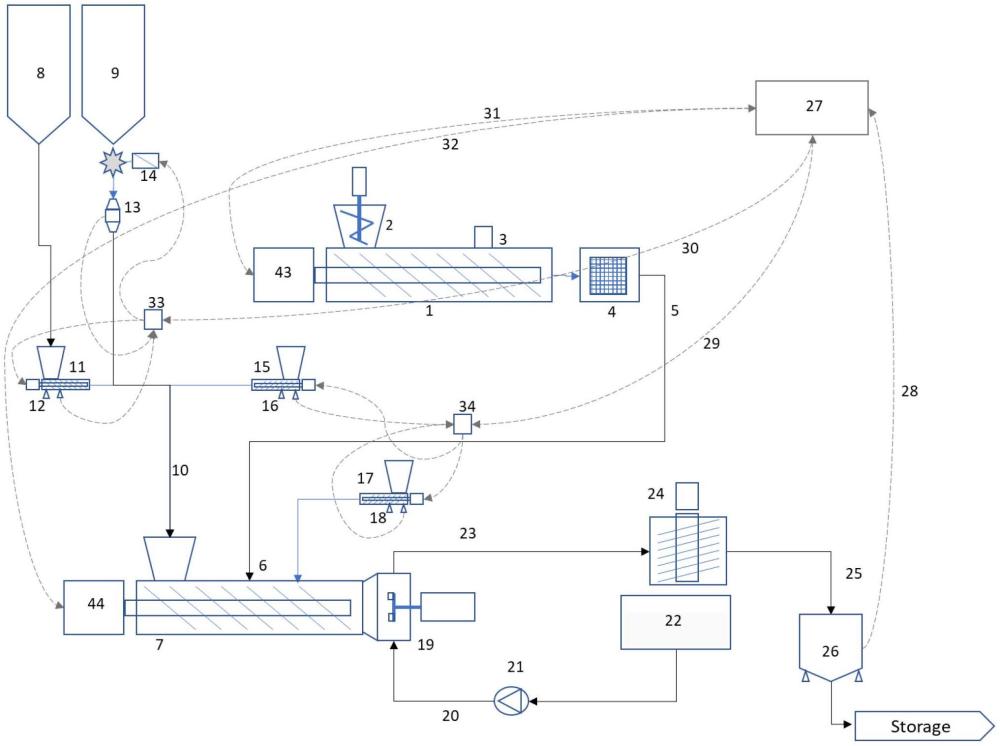
1、因此,本公开的目的是提供一种用于制备颗粒状聚烯烃组合物的方法,所述颗粒状聚烯烃组合物包含具有预先设定的相对含量的原始聚烯烃和再循环聚烯烃物料,所述方法在两级级联挤出过程中进行,所述方法包括以下步骤:
2、(i)将所述再循环聚烯烃物料供应给第一级挤出机,并且形成熔融的再循环聚烯烃物料;
3、(ii)将来自所述第一挤出机的所述熔融的再循环聚烯烃物料流进料到第二级挤出机的位于所述原始聚烯烃的进料点之后的进料入口;
4、(iii)将所述原始聚烯烃以一定的流速进料到所述第二级挤出机装置的所述进料点,并且将所述聚烯烃组合物以颗粒状形式挤出;
5、(iv)测量供应给所述第二级挤出机装置的所述原始聚烯烃的流速,并且测量从所述第二挤出机装置获得的最终聚烯烃组合物的颗粒的流速;
6、所述方法的特征在于:计算单元操作装置接收关于所测量的原始聚合物的流速和所测量的颗粒状最终聚合物组合物的流速的数据,响应于所测量的原始聚烯烃的流速与所测量的颗粒状最终聚合物组合物的流速之间的差异来调整供应给所述第二级挤出机的所述原始聚烯烃的流速,以便产生具有所述预先设定的原始聚烯烃和再循环聚烯烃物料的相对含量的最终颗粒状聚烯烃组合物。
技术特征:
1.一种用于制备颗粒状聚烯烃组合物的方法,包含具有预先设定的相对含量的原始聚烯烃和再循环聚烯烃物料,所述方法通过两级级联挤出工艺进行,包括以下步骤:
2.根据权利要求1所述的方法,其中所述原始聚烯烃衍生自诸如乙烯、丙烯、丁烯-1、己烯-1和辛烯-1等烯烃以及它们的混合物的聚合。
3.根据权利要求1所述的方法,其中所述再循环聚烯烃物料包含重量比为99:1至1:99的聚乙烯(pe)和聚丙烯(pp)聚合物的混合物。
4.根据权利要求1所述的方法,其中所述聚烯烃组合物进一步包含添加剂和任选地增强剂。
5.根据权利要求1所述的方法,其中所述聚烯烃组合物包含占总聚烯烃组合物的80wt.%至99.98重量%的聚烯烃部分。
6.根据权利要求1所述的方法,其中呈薄片形式的所述再循环聚烯烃物料在被进料到所述挤出机之前被压实和预加热。
7.根据权利要求1所述的方法,其中,在第一挤出阶段中,所述熔融的再循环聚合物物料通过熔体过滤装备经受脱气、湿气去除和污染物去除。
8.根据权利要求1所述的方法,其中第二挤出机阶段中的再循环熔融聚烯烃料流的进入点位于所述原始聚烯烃的所述进料点之后。
9.根据权利要求1所述的方法,其中以粉末或颗粒状形式、优选地以粉末形式来进料所述原始聚烯烃。
10.根据权利要求1所述的方法,其中在(iv)级中,通过使用与混合装置相关联的专用连续计量装置来进料所述原始聚烯烃和任选地供应的一种或多种添加剂和/或增强剂。
11.根据权利要求10所述的方法,其中所述计量装置是失重进料器或质量流速计。
12.根据权利要求1所述的方法,其中通过根据颗粒状最终聚烯烃组合物的实际计量的量调整原始聚合物和添加剂和/或增强剂的流速,使得最终聚烯烃组合物中的再循环聚烯烃、原始聚烯烃以及可能的添加剂和/或增强剂之间的相对比例与预先设定的配制物组合物保持一致。
13.根据权利要求12所述的方法,其中所述计算单元确定最终聚烯烃组合物的实际产生的量与计量的量之间的差异,以及原始聚烯烃和可能的添加剂和/或增强剂的计量的流速。
14.根据权利要求13所述的方法,其中所述计算单元经由适当的控制器来调整原始聚烯烃进料装置和添加剂和/或增强剂进料装置的流速,以便满足针对原始聚合物和添加剂和/或增强剂的预先确定的设定点。
15.根据权利要求1所述的方法,其中所述最终组合物的所述聚烯烃颗粒的流速是经由颗粒流速计在干燥的聚烯烃颗粒进行测量的。
技术总结
本公开涉及公开一种用于制备颗粒状聚烯烃组合物的方法,所述颗粒状聚烯烃组合物包含原始聚烯烃和再循环聚烯烃物料,所述方法通过两级级联挤出工艺进行,包括:将所述再循环聚烯烃物料进料到第一级挤出机,并且将所述原始聚烯烃进料到第二级挤出机装置。通过检测和计算与所测量的进料原始物料的流速和最终组合物的生产速率有关的数据,可以调整供应给所述第二级挤出机的所述原始聚烯烃的流速,以便满足预先设定的组合物目标。所述方法可以在能量需求减少的情况下获得具有可重现组合物的最终产物。
技术研发人员:M·康萨尔维,L·斯戈比诺
受保护的技术使用者:巴塞尔聚烯烃意大利有限公司
技术研发日:
技术公布日:2024/11/14
- 还没有人留言评论。精彩留言会获得点赞!