一种制备具有密实皮层的珠粒泡沫制品成型方法与流程
本发明涉及泡沫成型技术领,尤其涉及一种制备具有密实皮层的珠粒泡沫制品成型方法。
背景技术:
1、蒸汽模塑成型工艺是制备具有热塑性弹性体珠粒泡沫制品的一种先进成型加工技术,具有生产效率高、工艺稳定性好、生产成本低等优势,已广泛应用于运动鞋中底的生产制造。
2、上述蒸汽模塑成型工艺存在如下缺点:
3、缺点1:泡沫制品表面撕裂强度较差,不耐受外力冲击和磨损;
4、对于蒸汽模塑成型工艺,由于蒸汽无法实现对每个泡沫珠粒的均匀加热,这导致泡沫珠粒之间的粘结强度不高且不均匀,这使得珠粒泡沫制品表面的撕裂强度较差,在珠粒泡沫制品使用过程中,当受到外力冲击、挤搓或摩擦时,珠粒泡沫制品的表面非常容易出现颗粒脱落的现象,严重时甚至会发生整个珠粒泡沫制品开裂或断裂的情形,从而严重影响珠粒泡沫制品的正常使用,降低珠粒泡沫制品的使用寿命。
5、缺点2:外观质量差,品质不佳;
6、蒸汽模塑成型珠粒泡沫制品的外观存在明显的颗粒感,这严重降低了产品的外观品质。同时,在珠粒泡沫制品的服役过程中,表面泡沫珠粒之间的熔接区域非常容易藏污纳垢,这会进一步恶化珠粒泡沫制品的外观品质,严重降低了产品的美观度。。
技术实现思路
1、(一)要解决的技术问题
2、为了解决现有技术的上述问题,本发明提供一种制备具有密实皮层的珠粒泡沫制品成型方法,能够明显提升泡沫的撕裂强度和抗冲击性,以及显著改善泡沫制品的外观品质。
3、(二)技术方案
4、为了达到上述目的,本发明采用的技术方案为:一种制备具有密实皮层的珠粒泡沫制品成型方法,包含如下步骤:
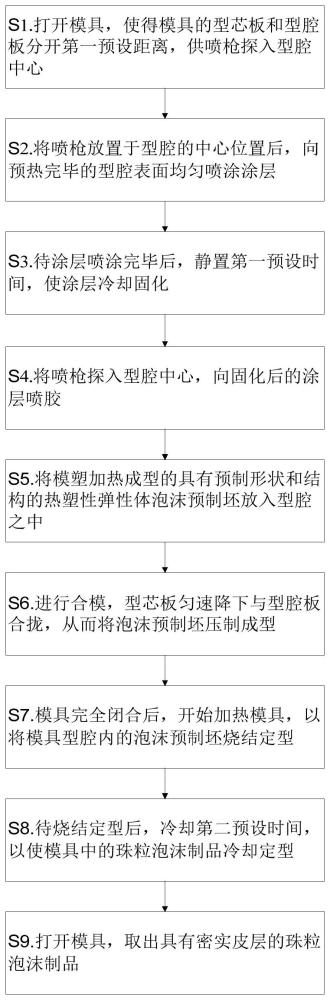
5、s1.打开模具,使得模具的型芯板和型腔板分开第一预设距离,供喷枪探入型腔中心;
6、s2.将喷枪放置于型腔的中心位置后,向预热完毕的型腔表面均匀喷涂涂层;
7、s3.待涂层喷涂完毕后,静置第一预设时间,使涂层冷却固化,防止未固化的涂层造成后续放入的泡沫预制坯表面不均匀分布;
8、s4.将喷枪探入型腔中心,向固化后的涂层喷胶;
9、s5.将模塑加热成型的具有预制形状和结构的热塑性弹性体泡沫预制坯放入型腔之中;
10、s6.进行合模,型芯板匀速降下与型腔板合拢,从而将泡沫预制坯压制成型;
11、s7.模具完全闭合后,开始加热模具,以将模具型腔内的泡沫预制坯烧结定型;
12、s8.待烧结定型后,冷却第二预设时间,以使模具中的珠粒泡沫制品冷却定型;
13、s9.打开模具,取出具有密实皮层的珠粒泡沫制品。
14、进一步地,泡沫预制坯为热塑性聚氨酯、聚对苯二甲酸己二酸丁二醇酯、热塑性聚酯弹性体、热塑性尼龙弹性体中的一种或多种混合物。
15、进一步地,s2中型腔的预热温度范围为80~120℃。
16、进一步地,s2中喷枪喷涂涂层的温度范围为80~160℃。
17、进一步地,s3中第一预设时间的范围为3~6min。
18、进一步地,s4中喷枪向固化后的涂层喷胶的温度范围为120~180℃。
19、进一步地,s5中的泡沫预制坯的成型方式为蒸汽加热模塑成型或微波加热模塑成型,加热温度范围为100~160℃,优选为110~140℃。
20、进一步地,所述泡沫预制坯的密度范围为0.05-0.15g/cm3。
21、进一步地,s7中模具完全闭合后,将模具型腔内的泡沫预制坯烧结定型的加热温度范围为120~180℃,s8中使模具中的珠粒泡沫制品冷却定型的温度范围为30~80℃。
22、(三)有益效果
23、本发明的有益效果是:与传统模塑成型工艺制备的聚合物泡沫制品相比,本发明制备的聚合物珠粒泡沫制品具有更高的撕裂强度和抗冲击性能,还具有更优异的外观品质,更抗磨损,同时密实、平整的皮层还可以赋予聚合物泡沫制品更优异的抗污能力,并且可以使得聚合物泡沫制品具有更靓丽的色彩。
技术特征:
1.一种制备具有密实皮层的珠粒泡沫制品成型方法,其特征在于,包含如下步骤:
2.根据权利要求1所述的制备具有密实皮层的珠粒泡沫制品成型方法,其特征在于,泡沫预制坯为热塑性聚氨酯、聚对苯二甲酸己二酸丁二醇酯、热塑性聚酯弹性体、热塑性尼龙弹性体中的一种或多种混合物。
3.根据权利要求1所述的制备具有密实皮层的珠粒泡沫制品成型方法,其特征在于,s2中型腔的预热温度范围为80~120℃。
4.根据权利要求1所述的制备具有密实皮层的珠粒泡沫制品成型方法,其特征在于,s2中喷枪喷涂涂层的温度范围为80~160℃。
5.根据权利要求1所述的制备具有密实皮层的珠粒泡沫制品成型方法,其特征在于,s3中第一预设时间的范围为3~6min。
6.根据权利要求1所述的制备具有密实皮层的珠粒泡沫制品成型方法,其特征在于,s4中喷枪向固化后的涂层喷胶的温度范围为120~180℃。
7.根据权利要求1所述的制备具有密实皮层的珠粒泡沫制品成型方法,其特征在于,s5中的泡沫预制坯的成型方式为蒸汽加热模塑成型或微波加热模塑成型,加热温度范围为100~160℃。
8.根据权利要求1所述的制备具有密实皮层的珠粒泡沫制品成型方法,其特征在于,所述泡沫预制坯的密度范围为0.05-0.15g/cm3。
9.根据权利要求1所述的制备具有密实皮层的珠粒泡沫制品成型方法,其特征在于,s7中模具完全闭合后,将模具型腔内的泡沫预制坯烧结定型的加热温度范围为120~180℃,s8中使模具中的珠粒泡沫制品冷却定型的温度范围为30~80℃。
技术总结
本发明涉及一种制备具有密实皮层的珠粒泡沫制品成型方法,步骤如下:S1.打开模具,使得模具的型芯板和型腔板分开第一预设距离,供喷枪探入型腔中心;S2.将喷枪放置于型腔的中心位置后,向预热完毕的型腔表面均匀喷涂涂层;S3.喷涂完毕后,静置第一预设时间;S4.将喷枪探入型腔中心,向固化后的涂层喷胶;S5.将模塑加热成型的具有预制形状和结构的泡沫预制坯放入型腔之中;S6.进行合模,型芯板匀速降下与型腔板合拢;S7.模具完全闭合后,开始加热模具;S8.待烧结定型后,冷却第二预设时间,以使模具中的珠粒泡沫制品冷却定型;S9.打开模具,取出具有密实皮层的珠粒泡沫制品。本发明制备的珠粒泡沫制品具有更高的撕裂强度和抗冲击性能,更优异的外观品质。
技术研发人员:潘涵遇,王桂龙,刘学栋,王成功,徐诗德,赵国群
受保护的技术使用者:福建鑫瑞新材料科技有限公司
技术研发日:
技术公布日:2024/5/29
- 还没有人留言评论。精彩留言会获得点赞!