一种机床基座的制备方法与流程
本申请涉及一种机械设备,特别地涉及一种机床基座的制备方法。
背景技术:
1、随着我国航空航天、天文观测、激光核聚变、军工业、现代医疗、汽车制造等国家高新技术领域的发展与需求,迫使对机床设备提出越来越高的要求。机床基座作为机床核心基础件之一,除了支撑其他单元部件的重量以外,还需要具备减振的功能。传统床身的制造多采用铸铁材料,但是,铸铁材料无法有效减低在机械加工过程产生的振动,影响加工精度和表面粗糙度,而且铸铁材料也存在:制造工艺复杂、制造成本高、耐腐蚀性差、加工周期长、残余热应力无法完全消除等问题,这些缺点严重背离了绿色发展趋势。
2、为了解决铸铁材料的诸多问题,本领域近些年开始以树脂混凝土制作机床基座。树脂混凝土作为机床基座的一部分,具有成本低、易成型和阻尼高等优点,能够有效减小机床在加工过程中的振动。但是,树脂混凝土的强度明显低于铸铁材料,在作为机床基座使用过程中,经常会出现开裂、断裂、产品强度和抗冲击力较低等问题。上述问题直接影响机床的加工性能,导致无法在精密机床基座领域的应用。
技术实现思路
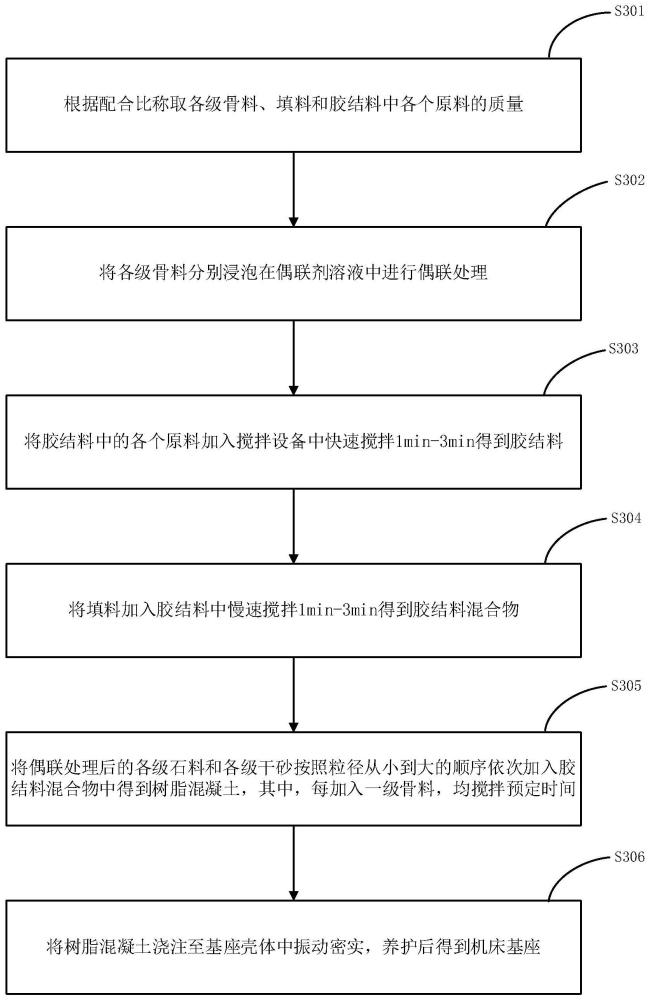
1、针对现有技术中存在的技术问题,本申请提出了一种机床基座的制备方法,所述机床基座包括:基座壳体和树脂混凝土,所述树脂混凝土填充至基座壳体中,所述树脂混凝土包括以下质量百分比的原料:骨料70%-85%,填料5%-15%和胶结料5%-20%,其中骨料包括干砂和石料,所述干砂占骨料总质量的10%-20%,石料占骨料总质量的80%-90%,所述石料按照粒径大小至少包括三种级别的石料,所述干砂包括:粒径0.074-0.106mm的干砂:占干砂总质量的72%-78%;粒径0.053-0.074mm的干砂:占干砂总质量的20%-25%;粒径小于0.053mm的干砂:占干砂总质量的1%-3%;所述方法包括:根据配合比称取各级骨料、填料和胶结料中各个原料的质量;将骨料中的各级石料分别浸泡在偶联剂溶液中进行偶联处理;将胶结料中的各个原料加入搅拌设备中快速搅拌1min-3min得到胶结料;将填料加入胶结料中慢速搅拌1min-3min得到胶结料混合物;将偶联处理后的各级石料和各级干砂按照粒径从小到大的顺序依次加入胶结料混合物中得到树脂混凝土,其中,每加入一级骨料,均搅拌预定时间;将树脂混凝土浇注至基座壳体中振动密实,养护后得到机床基座。
2、如上所述的方法,所述偶联处理包括:将各级石料分别放置所述偶联剂溶液中浸泡第一时间段;将偶联后的各级石料放入烘箱中恒温烘烤第二时间段;将烘烤后的各级石料放置在常温干燥环境冷却第三时间段。
3、如上所述的方法,所述偶联剂溶液包括:硅烷偶联剂、去离子水和无水乙醇。
4、如上所述的方法,所述硅烷偶联剂、去离子水和无水乙醇的质量比为:1:3-5:3-6。
5、如上所述的方法,所述第一时间段为12min-18min;所述第二时间段为3h-7h;所述第三时间段为20min-40min。
6、如上所述的方法,所述烘箱的恒温为55℃-65℃。
7、如上所述的方法,进一步包括:纤维,其质量百分比为0.5-3%,将纤维分别加入经偶联处理的各级石料和各级干砂中搅拌均匀得到各级骨料混合物和各级干砂混合物;将各级骨料混合物和各级干砂混合物按照粒径从小到大的顺序依次加入胶结料混合物中得到树脂混凝土。
8、如上所述的方法,所述纤维包括:表面镀铜的钢纤维,所述钢纤维直径为0.2mm-0.5mm,所述钢纤维的长径比为60-80。
9、如上所述的方法,所述石料包括:粒径0.315-1.25mm的石料,其占石料总质量的12%-19%;粒径1.25mm-5m的石料,其占石料总质量的28%-36%;粒径5mm-15mm的石料,其占石料总质量的46%-54%。
10、如上所述的方法,所述石料包括:粒径0.315-0.625mm的石料,其占石料总质量的5%-8%;粒径0.625mm-1.25mm的石料,其占石料总质量的7%-11%;粒径1.25mm-2.5mm的石料,其占石料总质量的11%-15%;粒径2.5mm-5m的石料,其占石料总质量的17%-21%;粒径5mm-10mm的石料,其占石料总质量的26%-30%;粒径10mm-15mm的石料,其占石料总质量的20%-24%。
11、如上所述的方法,所述胶结料包括以下质量百分比的原料:树脂:65%-80%,固化剂:15-25%;稀释剂:1-10%;消泡剂:1-10%。
12、如上所述的方法,其特征在于,所述树脂包括:双酚a型环氧树脂e44和双酚a型环氧树脂e51,所述双酚a型环氧树脂e44和双酚a型环氧树脂e51的添加质量比例为:1:2-5。
13、在本申请的机床基座的制备方法中增加了对各级骨料进行偶联处理的步骤。偶联剂是一种化学物质,用于改善两种不相容物质之间的黏附性。将各级骨料浸泡在偶联剂溶液中,能够改善骨料表面的性质,使其更容易与树脂结合,能够改善树脂混凝土的力学性能。
技术特征:
1.一种机床基座的制备方法,其特征在于,所述机床基座包括:基座壳体和树脂混凝土,所述树脂混凝土填充至基座壳体中,所述树脂混凝土包括以下质量百分比的原料:骨料70%-85%,填料5%-15%和胶结料5%-20%,其中骨料包括干砂和石料,所述干砂占骨料总质量的10%-20%,石料占骨料总质量的80%-90%,所述石料按照粒径大小至少包括三种级别的石料,所述干砂包括:
2.根据权利要求1所述的方法,其特征在于,所述偶联处理包括:
3.根据权利要求2所述的方法,其特征在于,所述偶联剂溶液包括:硅烷偶联剂、去离子水和无水乙醇。
4.根据权利要求3所述的方法,其特征在于,所述硅烷偶联剂、去离子水和无水乙醇的质量比为:1:3-5:3-6。
5.根据权利要求2所述的方法,其特征在于,所述第一时间段为12min-18min;所述第二时间段为3h-7h;所述第三时间段为20min-40min。
6.根据权利要求2所述的方法,其特征在于,所述烘箱的恒温为55℃-65℃。
7.根据权利要求1所述的方法,其特征在于,进一步包括:纤维,其质量百分比为0.5-3%,将纤维分别加入经偶联处理的各级石料和各级干砂中搅拌均匀得到各级石料混合物和各级干砂混合物;将各级骨料混合物和各级干砂混合物按照粒径从小到大的顺序依次加入胶结料混合物中得到树脂混凝土。
8.根据权利要求7所述的方法,其特征在于,所述纤维包括:表面镀铜的钢纤维,所述钢纤维直径为0.2mm-0.5mm,所述钢纤维的长径比为60-80。
9.根据权利要求1所述的方法,其特征在于,所述石料包括:
10.根据权利要求1所述的方法,其特征在于,所述石料包括:
11.根据权利要求1所述的方法,其特征在于,所述胶结料包括以下质量百分比的原料:树脂:65%-80%,固化剂:15-25%;稀释剂:1-10%;消泡剂:1-10%。
12.根据权利要求11所述的方法,其特征在于,所述树脂包括:双酚a型环氧树脂e44和双酚a型环氧树脂e51,所述双酚a型环氧树脂e44和双酚a型环氧树脂e51的添加质量比例为:1:2-5。
技术总结
本申请实施例提供一种机床基座的制备方法,包括:根据配合比称取各级骨料、填料和胶结料中各个原料的质量;将骨料中的各级石料分别浸泡在偶联剂溶液中进行偶联处理;将胶结料中的各个原料加入搅拌设备中快速搅拌1min‑3min得到胶结料;将填料加入胶结料中慢速搅拌1min‑3min得到胶结料混合物;将偶联处理后的各级石料和各级干砂按照粒径从小到大的顺序依次加入胶结料混合物中得到树脂混凝土,其中,每加入一级骨料,均搅拌预定时间;将树脂混凝土浇注至基座壳体中振动密实,养护后得到机床基座。利用本申请的机床基座制备方法,能够提高机床基座的抗压强度。
技术研发人员:熊帆,彭敬东,谢祥园,熊寅,彭焕军
受保护的技术使用者:重庆长江造型材料(集团)股份有限公司
技术研发日:
技术公布日:2024/4/8
- 还没有人留言评论。精彩留言会获得点赞!