一种LVT多层地板生产工艺的制作方法
本发明涉及地板生产,特别是涉及一种lvt多层地板生产工艺。
背景技术:
1、lvt多层地板(高级乙烯基地砖),由底到面依次由底膜层、底料层(backinglayer)、玻纤层、中料层(core layer)、彩膜装饰纸(decorative paper)与耐磨层(wearlayer)构成,lvt多层地板作为一种高品质、高科技的新型地面装饰材料已广泛应用在建材中。
2、现有的lvt多层地板目前生产工艺是:1、pvc原料经密炼机塑炼后,通过开片机压制和裁切机裁切成为底料层、中层料,2、在层压机中底料层、中层料与彩膜装饰纸、耐磨层在一定压力和温度下压制成lvt多层地板,3、经上光和水槽回火冷却定型成为最终的成品。在上述生产工艺中,三个步骤是不连续的,是分别进行的,前两个步骤的产量是不匹配的,密炼机工艺制板产量很高,而在层压机压制复合板时产量较低,需数十台层压机与密炼机配合,设备的投资成本很高,且占用生产场较大,压机人员配置多。pvc密炼制板工艺还有能耗大、污染严重的问题。
技术实现思路
1、本发明的目的是提供一种lvt多层地板生产工艺,以解决上述现有技术存在的问题,能够实现连续生产,减少能耗,降低污染。
2、为实现上述目的,本发明提供了如下方案:
3、本发明提供了一种lvt多层地板生产工艺,包括以下步骤:
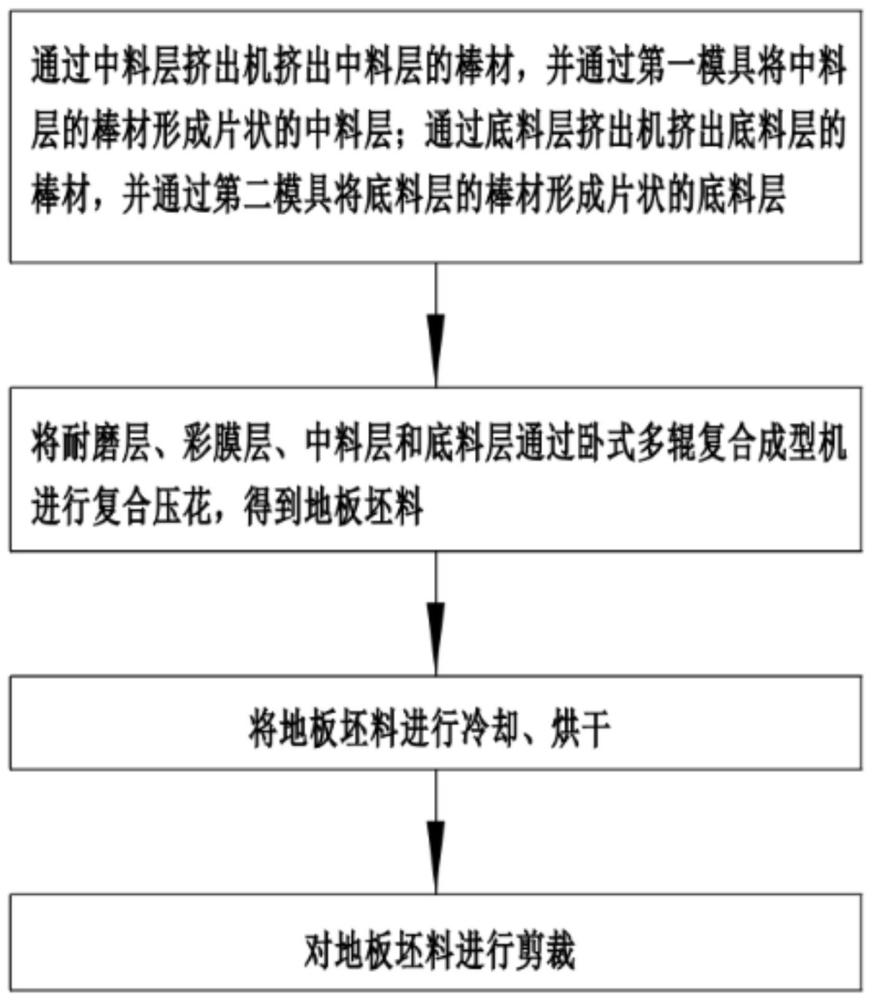
4、步骤一,通过中料层挤出机挤出中料层的棒材,并通过第一模具将中料层的棒材形成片状的中料层;通过底料层挤出机挤出底料层的棒材,并通过第二模具将底料层的棒材形成片状的底料层;
5、步骤二,将耐磨层、彩膜层、中料层和底料层通过卧式多辊复合成型机进行复合压花,得到地板坯料;
6、步骤三,将地板坯料进行冷却、烘干;
7、步骤四,对地板坯料进行剪裁。
8、优选地,所述步骤一中,中料层挤出机挤出的中料层的棒材的温度为180-190℃,第一模具将中料层的棒材形成的片状的中料层的温度为170-175℃;底料层挤出机挤出的底料层的棒材的温度为195-210℃,第二模具将底料层的棒材形成的片状的底料层的温度为170-180℃。
9、优选地,所述步骤一中,第一模具将中料层的棒材形成的片状的中料层经过中料层压光辊组进行挤压,中料层压光辊组的温度为145-155℃,中料层压光辊组的挤压压力为5-15mpa;第二模具将底料层的棒材形成的片状的底料层经过底料层压光辊组进行挤压,底料层压光辊组的温度为152-162℃,底料层压光辊组的挤压压力为5-15mpa。
10、优选地,所述步骤二中,将耐磨层、彩膜层和中料层经过第一复合压花辊组进行复合压花后得到第一复合层;然后将第一复合层和底料层经过第一复合辊组进行复合,并经过第二复合压花辊组进行复合压花,得到地板坯料。
11、优选地,所述步骤二中,在耐磨层、彩膜层和中料层经过第一复合压花辊组进行复合压花后得到第一复合层之前,先对彩膜层和和中料层进行预压合,然后对耐磨层、彩膜层和中料层进行预压合。
12、优选地,所述步骤二中,第一复合压花辊组中的第一压花辊和第一复合辊之间的压力为5-15mpa,第一压花辊的温度为25-35℃,第一复合辊的温度为155-165℃。
13、优选地,所述步骤二中,将第一复合层、玻纤层和底料层经过第一复合辊组进行复合得到第二复合层,第一复合辊组中的第三复合辊的温度为170-180℃,第一复合辊组中的第四复合辊的温度为150-160℃,第三复合辊和第四复合辊之间的压力为2-3mpa。
14、优选地,所述步骤二中,底膜层经第二复合辊组与第二复合层进行复合得到第三复合层,第二复合辊组的第五复合辊和第六复合辊之间的压力为2-3 mpa,第二复合辊组的第五复合辊的温度为115-125℃,第三复合层经过第二复合压花辊组进行复合压花,第二复合压花辊的第二压花辊和第二复合辊之间的压力为3-13mpa,进而得到地板坯料。
15、优选地,所述步骤三中,经过冷却和烘干的地板坯料的温度为25-35℃。
16、本发明相对于现有技术取得了以下技术效果:
17、本发明的lvt多层地板生产工艺采用挤出机和模具得到中料层和底料层,替代现有的密炼机密炼工艺,能够减少能耗,降低污染;此外,耐磨层、彩膜层、中料层和底料层进行复合压花得到地板坯料,替代了现有的层压机压制工艺,能够实现连续生产。
技术特征:
1.一种lvt多层地板生产工艺,其特征在于:包括以下步骤:
2.根据权利要求1所述的lvt多层地板生产工艺,其特征在于:所述步骤一中,中料层挤出机挤出的中料层的棒材的温度为180-190℃,第一模具将中料层的棒材形成的片状的中料层的温度为170-175℃;底料层挤出机挤出的底料层的棒材的温度为195-210℃,第二模具将底料层的棒材形成的片状的底料层的温度为170-180℃。
3.根据权利要求1所述的lvt多层地板生产工艺,其特征在于:所述步骤一中,第一模具将中料层的棒材形成的片状的中料层经过中料层压光辊组进行挤压,中料层压光辊组的温度为145-155℃,中料层压光辊组的挤压压力为5-15mpa;第二模具将底料层的棒材形成的片状的底料层经过底料层压光辊组进行挤压,底料层压光辊组的温度为152-162℃,底料层压光辊组的挤压压力为5-15mpa。
4.根据权利要求1所述的lvt多层地板生产工艺,其特征在于:所述步骤二中,将耐磨层、彩膜层和中料层经过第一复合压花辊组进行复合压花后得到第一复合层;然后将第一复合层和底料层经过第一复合辊组进行复合,并经过第二复合压花辊组进行复合压花,得到地板坯料。
5.根据权利要求4所述的lvt多层地板生产工艺,其特征在于:所述步骤二中,在耐磨层、彩膜层和中料层经过第一复合压花辊组进行复合压花后得到第一复合层之前,先对彩膜层和和中料层进行预压合,然后对耐磨层、彩膜层和中料层进行预压合。
6.根据权利要求4所述的lvt多层地板生产工艺,其特征在于:所述步骤二中,第一复合压花辊组中的第一压花辊和第一复合辊之间的压力为5-15mpa,第一压花辊的温度为25-35℃,第一复合辊的温度为155-165℃。
7.根据权利要求4所述的lvt多层地板生产工艺,其特征在于:所述步骤二中,将第一复合层、玻纤层和底料层经过第一复合辊组进行复合得到第二复合层,第一复合辊组中的第三复合辊的温度为170-180℃,第一复合辊组中的第四复合辊的温度为150-160℃,第三复合辊和第四复合辊之间的压力为2-3mpa。
8.根据权利要求7所述的lvt多层地板生产工艺,其特征在于:所述步骤二中,底膜层经第二复合辊组与第二复合层进行复合得到第三复合层,第二复合辊组的第五复合辊和第六复合辊之间的压力为2-3 mpa,第二复合辊组的第五复合辊的温度为115-125℃,第三复合层经过第二复合压花辊组进行复合压花,第二复合压花辊的第二压花辊和第二复合辊之间的压力为3-13mpa,进而得到地板坯料。
9.根据权利要求1所述的lvt多层地板生产工艺,其特征在于:所述步骤三中,经过冷却和烘干的地板坯料的温度为25-35℃。
技术总结
本发明公开了一种LVT多层地板生产工艺,涉及地板生产技术领域,包括以下步骤:步骤一,通过中料层挤出机挤出中料层的棒材,并通过第一模具将中料层的棒材形成片状的中料层;通过底料层挤出机挤出底料层的棒材,并通过第二模具将底料层的棒材形成片状的底料层;步骤二,将耐磨层、彩膜层、中料层和底料层通过卧式多辊复合成型机进行复合压花,得到地板坯料;步骤三,将地板坯料进行冷却、烘干;步骤四,对地板坯料进行剪裁。本发明的LVT多层地板生产工艺能够实现连续生产,减少能耗,降低污染。
技术研发人员:叶君,顾海莹
受保护的技术使用者:安徽嘉好机械制造有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!