一种预热保温自动上下的注塑装置及方法与流程
本发明属于自动控制注塑,特别涉及一种预热保温自动上下的注塑装置及方法。
背景技术:
1、在塑胶模包胶领域会涉及到多种不同形状物料进行局部或全部包胶,以达到物料外观,功能上的需求。不同物料常温烘烤后人工取放包胶效率低,高温环境条件差,人参与过程存在烫伤风险,所以依赖全自动模块化加热搬运的高效运作方式即成趋势。在自动搬运加热过程中,如果各环节运动ct节拍动平衡不稳定,存在等待时长不稳定,物料温度稳定性没有保障,致使在塑胶机内因温度偏差幅度大,注胶后冷却效果偏差大致使胶液粘黏效果参差不齐,在做产品拉拔力时明显表露出包胶质量差异,由于在批量生产过程物料进入设备到收料过程长达2分钟左右,高频率进出循环,不能实时有效锁定物料的进出规律,致使质量差异排查增加诸多不确定因素,无法实施针对性解决办法。鉴于上述生产过程的困惑发明一种预热后可保持恒温自动上下注塑机的方式。不仅解决生产过程中质量问题,还解决了自动化生产过程中金属件与塑胶件因温度差造成产品不良的问题,同时根据绑定信息进行快速查询复现生产过程,进行问题总结和解决。
技术实现思路
1、本发明位解决塑胶模生产过程中,产品(金属件)与塑料件在注塑过程中因温差造成的注塑成型不良问题;当产品(金属件)在进入模前温度与注塑温度差异很大的时候,注塑成型后的产品,金属件与塑胶件不能很好的结合,拉拔力测试不过关;若通过本发明方式进行预热,在金属件进入注塑模具之前,保持了与注塑温度相持平,这样注塑成型后的产品,金属件与塑胶件实现了完美的契合,拉拔力测试过关,产品因温差造成的不良消除。
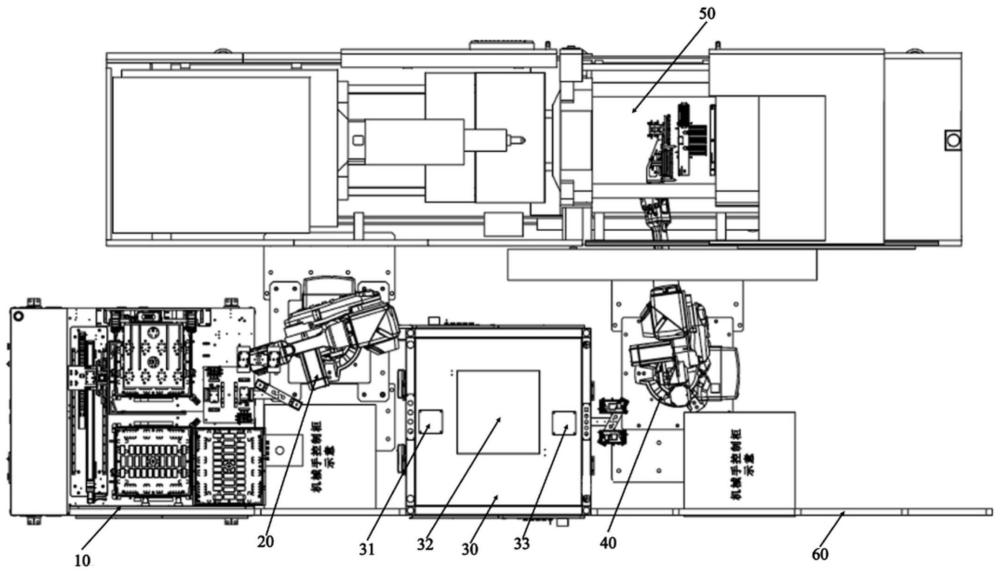
2、本发明提供了一种预热保温自动上下的注塑装置,包括供料机、上料机械手、温度控制部、下料机械手、注塑设备和冷却输送线,其中,
3、所述温度控制部包括依次设置的上料位、加热位和保温位,上料位接收上料机械手从供料机的取料,加热位将上料位移载的料进行加热,加热完成后移载至保温位进行保温;
4、所述下料机械手将保温位上的料取至所述注塑设备,所述注塑设备对来料进行注塑成型,注塑完成后的产品由下料机械手送至冷却输送线。
5、优选地,还包括扫码绑定模块,设置在所述注塑设备和冷却输送线之间,下料机械手将注塑完成后的产品从注塑设备取出后移至扫码绑定模块进行识别标记符。
6、基于上述目的,本发明还提供料一种预热保温自动上下的注塑方法,采用上述的预热保温自动上下的注塑装置,包括以下步骤:
7、s10,供料及上料,上料机械手从供料机上取料,上料到温度控制部;
8、s20,加热及保温,上料机械手取料送至温度控制部的上料位,上料位的料移载到加热位进行加热,加热完成后移载到保温位进行保温;
9、s30,注塑及搬运,下料机械手从温度控制部取加热完成的产品到注塑设备进行注塑;
10、s40,冷却及输送,下料机械手把在注塑设备完成注塑成型的产品移至冷却输送线进行冷却后进入后续制程。
11、优选地,所述s10中上料机械手与供料机和温度控制部均进行信号交互,在上料机械手放料前,与温度控制部通信确认温度控制部上处于无料状态,当接受到无料信号之后再取料。
12、优选地,所述s20包括以下步骤:
13、s21,当上料机械手接受到上料位没有产品的信号之后,自动将供料机中的原料上料到上料位,上料位感应到有料后,给出有料信号;
14、s22,加热位给出无料信号,并且接受到上料位的有料信号后,上料位的料通过滑轨移载到加热位进行加热;
15、s23,料在加热位加热到设定温度后,给出加热完成信号,保温位接受到加热完成信号,将保温位无料信号反馈给加热位,加热完成的产品通过滑轨移载到保温位进行保温。
16、优选地,所述s30中下料机械手与温度控制部和注塑设备均进行信号交互,在下料机械手从温度控制部取加热完成的产品到注塑设备之前,先确保温度控制部的保温位是否有料,感应到有料信号后,再进行取料动作;同时下料机械手与注塑设备进行信号交互,当注塑设备完成一次注塑成型之后,给下料机械手取料信号,下料机械手从注塑设备先取出已完成注塑产品,然后放入待注塑产品,下料机械手离开注塑设备,注塑设备进行注塑合模。
17、优选地,所述s30与s40之间包括扫码绑定步骤,具体为:下料机械手从注塑设备取下物料移动至扫码绑定模块上方,物料的识别标记符在扫码绑定模块覆盖范围内,通过下料机械手触发扫码绑定模块工作,扫码绑定模块将识别的图案进行内部转化为标准字符串,通过固定的ip地址传输至服务器进行对比校正记录,等待校正信息真伪后反馈对应信号至下料机械手,由下料机械手根据接收信息进行物料分类摆放于冷却输送线上分别运输收料。
18、与现有技术相比,本发明充分利用非标行业电气自动化控制技术,通过各种电气元件的不同性能及功能结合起来,根据注塑物料对产品温度的高标准要求,综合形成一套完整的控制系统,以实现集快速加热升温恒定,自动供收料和物料信息实时绑定便于追溯功能的综合控制系统。通过此控制系统能保障生产过程质量稳定性。
19、主要包括两个创新核心:
20、1)产品快速加热后保持恒温待抓取的实现,主要通过载具和加热位的盖板相互配合,完成产品的快速导热,这个导热的过程因加热位的盖板和底板的配合方式,保证了产品导热的均匀和一致性;
21、2)各个部件模块之间的有效控制;控制过程主要体现在各模块之间的信号交互;在不同模块间通过交互信息的及时反馈,进行执行动作承接,使其转运过程热量温度丢失有限可控,满足塑胶机要求;同时在多物料运作过程中,物料自身标识符进行有效识别,在不同ip地址下传输信息,按照搬运过程对应关系,可以直接锁定物料进行塑胶机对应的穴位、时间及机台号,不仅能明确在当前车间的状态,还能间接明确物料在整个制作过程中进入注胶过程的状态,利于在其它生产过程迅速锁定注胶环节的状态。
技术特征:
1.一种预热保温自动上下的注塑装置,其特征在于,包括供料机、上料机械手、温度控制部、下料机械手、注塑设备和冷却输送线,其中,
2.根据权利要求1所述的装置,其特征在于,还包括扫码绑定模块,设置在所述注塑设备和冷却输送线之间,下料机械手将注塑完成后的产品从注塑设备取出后移至扫码绑定模块进行识别标记符。
3.一种预热保温自动上下的注塑方法,其特征在于,采用权利要求1或2所述的预热保温自动上下的注塑装置,包括以下步骤:
4.根据权利要求3所述的方法,其特征在于,所述s10中上料机械手与供料机和温度控制部均进行信号交互,在上料机械手放料前,与温度控制部通信确认温度控制部上处于无料状态,当接受到无料信号之后再取料。
5.根据权利要求3所述的方法,其特征在于,所述s20包括以下步骤:
6.根据权利要求3所述的方法,其特征在于,所述s30中下料机械手与温度控制部和注塑设备均进行信号交互,在下料机械手从温度控制部取加热完成的产品到注塑设备之前,先确保温度控制部的保温位是否有料,感应到有料信号后,再进行取料动作;同时下料机械手与注塑设备进行信号交互,当注塑设备完成一次注塑成型之后,给下料机械手取料信号,下料机械手从注塑设备先取出已完成注塑产品,然后放入待注塑产品,下料机械手离开注塑设备,注塑设备进行注塑合模。
7.根据权利要求3所述的方法,其特征在于,所述s30与s40之间包括扫码绑定步骤,具体为:下料机械手从注塑设备取下物料移动至扫码绑定模块上方,物料的识别标记符在扫码绑定模块覆盖范围内,通过下料机械手触发扫码绑定模块工作,扫码绑定模块将识别的图案进行内部转化为标准字符串,通过固定的ip地址传输至服务器进行对比校正记录,等待校正信息真伪后反馈对应信号至下料机械手,由下料机械手根据接收信息进行物料分类摆放于冷却输送线上分别运输收料。
技术总结
本发明公开了一种预热保温自动上下的注塑装置及方法,装置包括供料机、上料机械手、温度控制部、下料机械手、注塑设备和冷却输送线,其中,温度控制部包括依次设置的上料位、加热位和保温位,上料位接收上料机械手从供料机的取料,加热位将上料位移载的料进行加热,加热完成后移载至保温位进行保温;下料机械手将保温位上的料取至所述注塑设备,所述注塑设备对来料进行注塑成型,注塑完成后的产品由下料机械手送至冷却输送线。本发明实现集快速加热升温恒定,自动供收料和物料信息实时绑定便于追溯功能的综合控制。
技术研发人员:王晓峰,林学雷
受保护的技术使用者:日善电脑配件(嘉善)有限公司
技术研发日:
技术公布日:2024/9/12
- 还没有人留言评论。精彩留言会获得点赞!