一种碳纤维预浸料加工用防错位热压装置的制作方法
本发明涉及碳纤维预浸料加工,具体为一种碳纤维预浸料加工用防错位热压装置。
背景技术:
1、预浸料是把基体浸渍在强化纤维中制成的预浸片材产品,是复合材料的中间材料。碳纤维预浸料是由增强体,如碳纤维纱、树脂基体、离型纸等材料。
2、碳纤维模压成型是一种应用广泛的高性能复合材料成型工艺。该工艺使用碳纤维作为增强材料,通过模具的压力和温度,将树脂与碳纤维充分混合后,在模具中进行压制成型。碳纤维模压成型工艺具有成型速度快、成型精度高、制品质量好等优点,在航空、航天、汽车、体育器材等领域得到了广泛应用。
3、目前,应用于碳纤维模压成型工艺的热压装置,一般采用液压缸驱动上模与下模合模,碳纤维预浸料在具有加热层的模具中热压成型。现有的热压装置中是通过液压缸直接驱动上模下压合模,上下模之间衔接并不稳固,两者之间联接并不紧密,该传统液压模具结构设计的不合理性使模具对模压精准度要求极高,除模具零件的尺寸公差设置不当,存在加工误差的模具设计问题外,模具在运动过程中,导套受到摩擦力影响产生磨损,同样会导致合模时模具错位,上模与下模难以上下对齐,这就需要频繁进行检查和调整模具,进而影响碳纤维预浸料成型效率。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种碳纤维预浸料加工用防错位热压装置,具备上下模衔接紧密,模具对位精准,热压加工高效的优点,解决了现有液压热压装置模具结构设计不合理,上下模衔接不紧密,易发生模具错位,影响热压加工效率的问题。
3、(二)技术方案
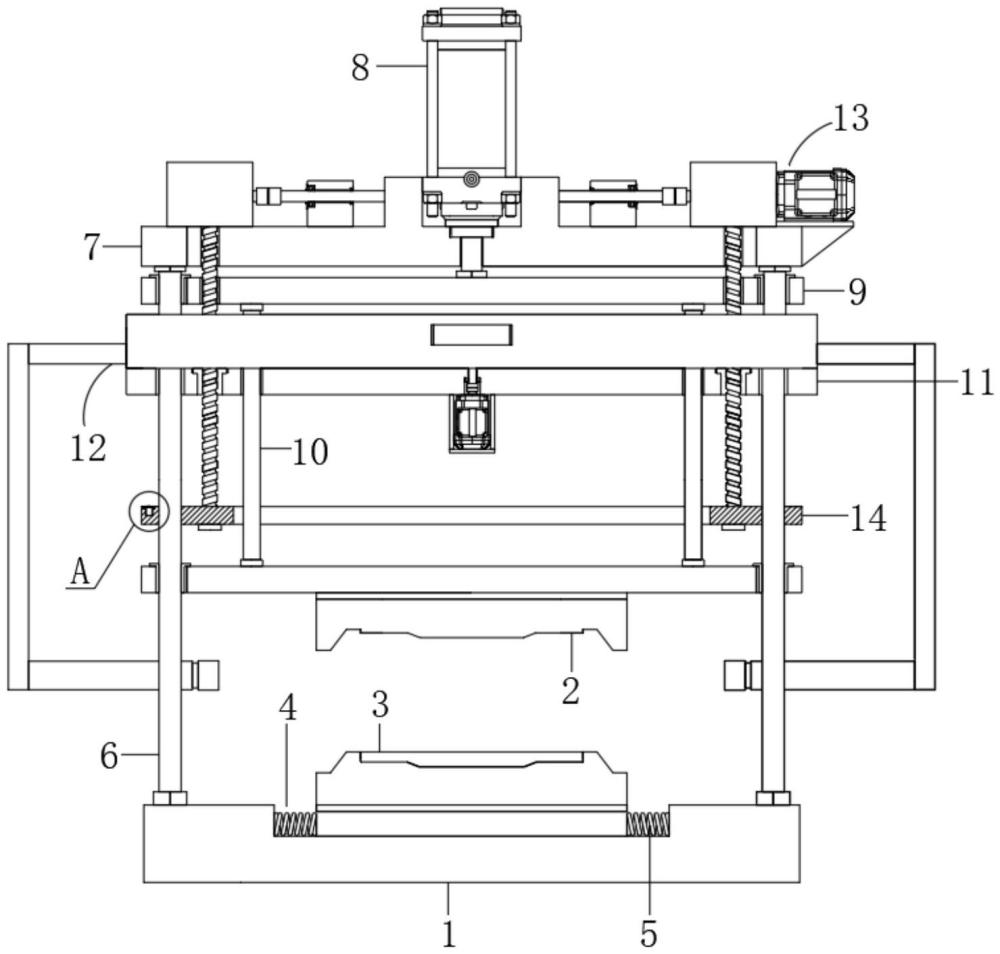
4、为实现上述的目的,本发明提供如下技术方案:一种碳纤维预浸料加工用防错位热压装置,包括底座、上模和下模,所述底座的中部表面设有方形槽,所述下模置于方形槽内,所述方形槽的前、后、左、右槽壁上设有将下模维持在槽中心位置的横置弹簧;
5、所述底座的顶面四角处设置有导柱,所述上模滑动配合于导柱上,所述导柱上固定有顶板,所述顶板上固定安装有液压缸,所述导柱上对应上模的上方滑动配合有压板,所述压板连接于液压缸的活塞杆底端,所述压板通过竖杆与上模固定连接;
6、所述导柱上对应压板与上模之间滑动配合有中间板,所述中间板与竖杆滑动配合,所述导孔内设有与竖杆相匹配的导套,所述中间板上设有防错位夹持装置,所述防错位夹持装置用于在热压加工开始前对下模进行夹固,能够将下模的左、右侧以及前、后侧同步进行夹持与固定,强制将下模与上模上下对齐;
7、所述顶板上设有升降机构,所述升降机构用于控制中间板升降,工作过程中先于液压缸动作,驱动中间板、防错位夹持装置下降至指定工作高度;
8、所述导柱上对应中间板与上模之间设有限位板。
9、优选的,所述防错位夹持装置包括环中间板顶面沿边竖立的围板,所述围板的顶部设有横板,所述中间板的底部中间位置安装有夹持电机,所述夹持电机的输出轴端部连接有中轴,所述中轴远离夹持电机输出轴的一端通过轴承与横板转动连接,所述中轴上上自下而上依次安装有同尺寸设置的第一齿轮和第二齿轮,所述围板的左、右侧边板的内侧分别错位设置有一个第一滑轨,所述围板的前、后侧边板的内侧分别错位设置有一个第二滑轨,两个第一滑轨之间以及两个第二滑轨之间均平行设置,所述第一滑轨上滑动配合有第一直杆滑块,所述第二滑轨上滑动配合有第二直杆滑块,所述第一直杆滑块上设有与第一齿轮啮合的第一齿条,所述第二直杆滑块上设有与第二齿轮啮合的第二齿条;
10、所述第一直杆滑块贯穿围板的一端连接有第一固定板,所述第二直杆滑块贯穿围板的一端连接有第二固定板,两个第一固定板和第二固定板均通过一个导向杆组与围板滑动配合,所述第一固定板与第二固定板的相邻侧面底端上分别设有第一夹持板和第二夹持板,所述第一固定板与第二固定板的底端水平高度相等,两个第一夹持板和两个第二夹持板用于分别对下模的短边与长边进行夹持。
11、优选的,所述第一夹持板到下模之间的距离与第一固定板到围板之间的距离相等,所述第二夹持板到下模之间的距离相等与第二固定板到围板之间的距离相等。
12、优选的,所述限位板上嵌装有按压式限位开关,所述按压式限位开关与升降机构的电机连接,用于对中间板及防错位夹持装置进行下降限位保护。
13、优选的,所述升降机构包括升降电机、连接螺杆、蜗轮和蜗杆,所述连接螺杆设置有四个,四个连接螺杆分别竖直安装在限位板上对应四个导柱的内侧位置,所述连接螺杆上适配有螺母,所述螺母固定连接于中间板上,所述蜗轮安装于连接螺杆依次贯穿中间板、压板和顶板的一端,所述顶板上设有通过轴承稳固各连接螺杆的四个密闭型壳体,各壳体内分别安装一个与蜗轮啮合的蜗杆,处于同轴处的两个蜗杆之间通过连接轴连接,所述升降电机设置有两个,两个升降电机的输出轴分别与非同轴的两个蜗杆连接。
14、(三)有益效果
15、与现有技术相比,本发明提供了一种碳纤维预浸料加工用防错位热压装置,具备以下有益效果:
16、1、通过在现有的模压结构上增设压板、中间板、竖杆和防错位夹持装置,压板通过竖杆与上模固定连接,而中间板与竖杆滑动配合,能够在热压前预先对下模进行夹持固定,加强了上模与下模之间的衔接关系,具有极佳的防错位效果,间接保证了碳纤维预浸料的热压加工效率。
17、2、设计的防错位夹持装置,能够将下模的左、右侧以及前、后侧同步进行夹持与固定的同时,在夹固下模的过程中实现对下模的位置校正,强制上、下模板对齐,对位更为精准。
技术特征:
1.一种碳纤维预浸料加工用防错位热压装置,包括底座(1)、上模(2)和下模(3),其特征在于:所述底座(1)的中部表面设有方形槽(4),所述下模(3)置于方形槽(4)内,所述方形槽(4)的前、后、左、右槽壁上设有将下模(3)维持在槽中心位置的横置弹簧(5);
2.根据权利要求1所述的一种碳纤维预浸料加工用防错位热压装置,其特征在于:所述防错位夹持装置(12)包括环中间板(11)顶面沿边竖立的围板(1201),所述围板(1201)的顶部设有横板(1202),所述中间板(11)的底部中间位置安装有夹持电机(1203),所述夹持电机(1203)的输出轴端部连接有中轴(1204),所述中轴(1204)远离夹持电机(1203)输出轴的一端通过轴承与横板(1202)转动连接,所述中轴(1204)上自下而上依次安装有同尺寸设置的第一齿轮(1205)和第二齿轮(1206),所述围板(1201)的左、右侧边板的内侧分别错位设置有一个第一滑轨(1207),所述围板(1201)的前、后侧边板的内侧分别错位设置有一个第二滑轨(1208),两个第一滑轨(1207)之间以及两个第二滑轨(1208)之间均平行设置,所述第一滑轨(1207)上滑动配合有第一直杆滑块(1209),所述第二滑轨(1208)上滑动配合有第二直杆滑块(1210),所述第一直杆滑块(1209)上设有与第一齿轮(1205)啮合的第一齿条(1211),所述第二直杆滑块(1210)上设有与第二齿轮(1206)啮合的第二齿条(1212);
3.根据权利要求2所述的一种碳纤维预浸料加工用防错位热压装置,其特征在于:所述第一夹持板(1215)到下模(3)之间的距离与第一固定板(1213)到围板(1201)之间的距离相等,所述第二夹持板(1216)到下模(3)之间的距离相等与第二固定板(1214)到围板(1201)之间的距离相等。
4.根据权利要求1所述的一种碳纤维预浸料加工用防错位热压装置,其特征在于:所述限位板(14)上嵌装有按压式限位开关(15),所述按压式限位开关(15)与升降机构(13)的电机连接,用于对中间板(11)及防错位夹持装置(12)进行下降限位保护。
5.根据权利要求1所述的一种碳纤维预浸料加工用防错位热压装置,其特征在于:所述升降机构(13)包括升降电机(1301)、连接螺杆(1302)、蜗轮(1303)和蜗杆(1304),所述连接螺杆(1302)设置有四个,四个连接螺杆(1302)分别竖直安装在限位板(14)上对应四个导柱(6)的内侧位置,所述连接螺杆(1302)上适配有螺母,所述螺母固定连接于中间板(11)上,所述蜗轮(1303)安装于连接螺杆(1302)依次贯穿中间板(11)、压板(9)和顶板(7)的一端,所述顶板(7)上设有通过轴承稳固各连接螺杆(1302)的四个密闭型壳体(1305),各壳体(1305)内分别安装一个与蜗轮(1303)啮合的蜗杆(1304),处于同轴处的两个蜗杆(1304)之间通过连接轴(1306)连接,所述升降电机(1301)设置有两个,两个升降电机(1301)的输出轴分别与非同轴的两个蜗杆(1304)连接。
技术总结
本发明涉及碳纤维预浸料加工技术领域,且公开了一种碳纤维预浸料加工用防错位热压装置,包括底座、上模和下模,所述底座的中部表面设有方形槽,所述下模置于方形槽内,所述方形槽的前、后、左、右槽壁上设有将下模维持在槽中心位置的横置弹簧;所述底座的顶面四角处设置有导柱,所述上模滑动配合于导柱上。本发明通过在现有的模压结构上增设压板、中间板、竖杆和防错位夹持装置,能够在热压前预先对下模进行夹持固定,能够将下模的左、右侧以及前、后侧同步进行夹持与固定的同时,在夹固下模的过程中实现对下模的位置校正,加强了上模与下模之间的衔接关系,具有极佳的防错位效果,间接保证了碳纤维预浸料的热压加工效率。
技术研发人员:王磊,穆亚飞,陈萍,毛明徐,李进,王月明
受保护的技术使用者:合肥合锻智能制造股份有限公司
技术研发日:
技术公布日:2024/8/21
- 还没有人留言评论。精彩留言会获得点赞!