一种鞋底生产工艺的制作方法
本发明涉及鞋底生产加工,特别是涉及一种鞋底生产工艺。
背景技术:
1、随着社会的不断发展,鞋对人们的日常生活起到不可代替的作用,不管是运动还是普通出行都得穿鞋,鞋一般都是由鞋底和底面组成。现有的鞋底种类很多,有的是一体成型的,有的是采用多个配件组合而成。目前,大部分鞋底都采用组合加工成型为主,这种生产工艺生产的鞋底,生产过程费时费力,不利于大规模加工生产。
技术实现思路
1、为解决上述问题,本发明采用如下技术方案:一种鞋底生产工艺,包括以下具体步骤:
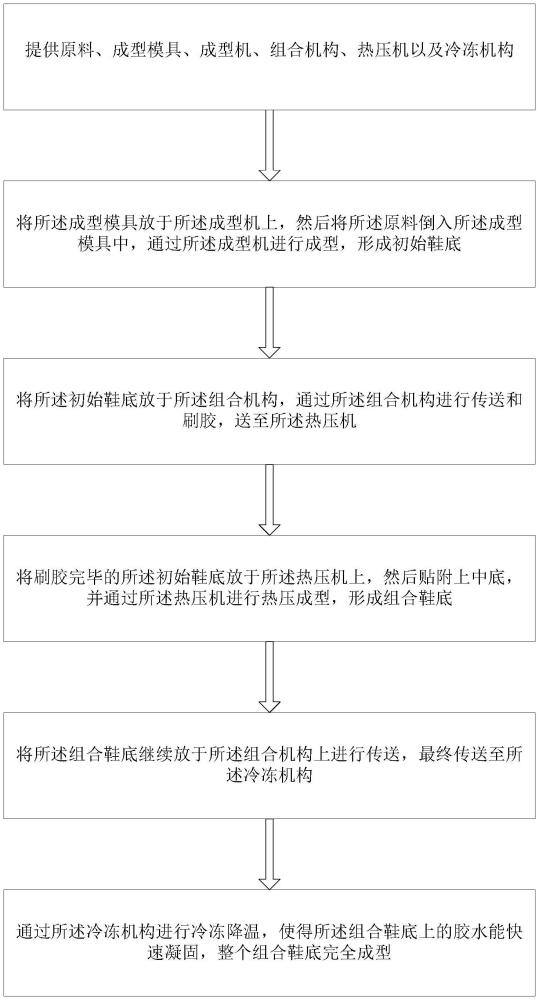
2、步骤s1.提供原料、成型模具、成型机、组合机构、热压机以及冷冻机构;
3、步骤s2.将所述成型模具放于所述成型机上,然后将所述原料倒入所述成型模具中,通过所述成型机进行成型,形成初始鞋底;
4、步骤s3.将所述初始鞋底放于所述组合机构,通过所述组合机构进行传送和刷胶,送至所述热压机;
5、步骤s4.将刷胶完毕的所述初始鞋底放于所述热压机上,然后贴附上中底,并通过所述热压机进行热压成型,形成组合鞋底;
6、步骤s5.将所述组合鞋底继续放于所述组合机构上进行传送,最终传送至所述冷冻机构;
7、步骤s6.通过所述冷冻机构进行冷冻降温,使得所述组合鞋底上的胶水能快速凝固,整个组合鞋底完全成型。
8、进一步地,在所述步骤s1中,所述成型模具包括若干不同大小、不同类型的模具,且每一个模具均采用开模制成。
9、进一步地,所述成型机为圆盘式射出成型机。
10、进一步地,所述组合机构包括第一传送带、第二传送带、刷胶组件和加热箱,所述刷胶组件设置于所述第一传送带的一侧,所述加热箱设置于所述第一传送带上,所述热压机设置于所述第一传送带和所述第二传送带之间。
11、进一步地,所述刷胶组件包括旋转器、若干驱动器、若干吸附器和刷胶器,所述旋转器设置于所述第一传送带的一侧,所述旋转器驱动一旋转架,若干所述驱动器设置于所述旋转架上,每一所述驱动器驱动一所述吸附器,每一所述吸附器活动位于所述第一传送带的上方,所述刷胶器与所述旋转器间隔设置。
12、进一步地,所述吸附器为电动吸盘。
13、进一步地,所述旋转器为旋转电机,每一所述驱动器为驱动气缸。
14、进一步地,所述刷胶器包括胶罐、驱动电机、主动轴、从动轴、安装架和承接盒,所述胶罐设置于所述安装架上,且所述胶罐上设置有出胶器,所述出胶器用于控制所述胶罐的出胶速率,所述驱动电机设置于所述安装架上,所述驱动电机的输出轴连接所述主动轴的一端,所述主动轴的另一端转动设置于所述安装架上,所述从动轴转动设置于所述安装架上,且所述从动轴设置于所述主动轴的下方,所述承接盒设置于所述从动轴的下方。
15、进一步地,所述加热箱包括保温壳、若干电热丝和温控箱,所述保温壳罩于部分所述第一传送带的上方,若干所述电热丝等距设置于所述保温壳的内部,所述温控箱设置于所述保温壳的外侧,且所述温控箱用于控制若干所述电热丝。
16、进一步地,在所述步骤s6中,整个组合鞋底完全成型后,即可投入到下一道工序进行加工生产鞋子。
17、本发明的有益效果为:使用此鞋底生产工艺,通过每个步骤之间的配合,整个生产过程都是设备起到主导作用,然后工作人员进行辅助,整个过程省时省力,且生产出来的组合鞋底,质量有保障,适合进行大规模的加工生产。
技术特征:
1.一种鞋底生产工艺,其特征在于,包括以下具体步骤:
2.根据权利要求1所述的鞋底生产工艺,其特征在于:在所述步骤s1中,所述成型模具包括若干不同大小、不同类型的模具,且每一个模具均采用开模制成。
3.根据权利要求1所述的鞋底生产工艺,其特征在于:所述成型机为圆盘式射出成型机。
4.根据权利要求1所述的鞋底生产工艺,其特征在于:所述组合机构包括第一传送带、第二传送带、刷胶组件和加热箱,所述刷胶组件设置于所述第一传送带的一侧,所述加热箱设置于所述第一传送带上,所述热压机设置于所述第一传送带和所述第二传送带之间。
5.根据权利要求4所述的鞋底生产工艺,其特征在于:所述刷胶组件包括旋转器、若干驱动器、若干吸附器和刷胶器,所述旋转器设置于所述第一传送带的一侧,所述旋转器驱动一旋转架,若干所述驱动器设置于所述旋转架上,每一所述驱动器驱动一所述吸附器,每一所述吸附器活动位于所述第一传送带的上方,所述刷胶器与所述旋转器间隔设置。
6.根据权利要求5所述的鞋底生产工艺,其特征在于:所述吸附器为电动吸盘。
7.根据权利要求6所述的鞋底生产工艺,其特征在于:所述旋转器为旋转电机,每一所述驱动器为驱动气缸。
8.根据权利要求7所述的鞋底生产工艺,其特征在于:所述刷胶器包括胶罐、驱动电机、主动轴、从动轴、安装架和承接盒,所述胶罐设置于所述安装架上,且所述胶罐上设置有出胶器,所述出胶器用于控制所述胶罐的出胶速率,所述驱动电机设置于所述安装架上,所述驱动电机的输出轴连接所述主动轴的一端,所述主动轴的另一端转动设置于所述安装架上,所述从动轴转动设置于所述安装架上,且所述从动轴设置于所述主动轴的下方,所述承接盒设置于所述从动轴的下方。
9.根据权利要求8所述的鞋底生产工艺,其特征在于:所述加热箱包括保温壳、若干电热丝和温控箱,所述保温壳罩于部分所述第一传送带的上方,若干所述电热丝等距设置于所述保温壳的内部,所述温控箱设置于所述保温壳的外侧,且所述温控箱用于控制若干所述电热丝。
10.根据权利要求1所述的鞋底生产工艺,其特征在于:在所述步骤s6中,整个组合鞋底完全成型后,即可投入到下一道工序进行加工生产鞋子。
技术总结
本发明提供一种鞋底生产工艺,包括以下具体步骤,提供原料、成型模具、成型机、组合机构、热压机以及冷冻机构,将成型模具放于成型机上,然后将原料倒入成型模具中,通过成型机进行成型,形成初始鞋底,将初始鞋底放于组合机构,通过组合机构进行传送和刷胶,送至热压机,将刷胶完毕的初始鞋底放于热压机上,然后贴附上中底,并通过热压机进行热压成型,形成组合鞋底,将组合鞋底继续放于组合机构上进行传送,最终传送至冷冻机构,通过冷冻机构进行冷冻降温,使得组合鞋底上的胶水能快速凝固,整个组合鞋底完全成型。整个生产过程,设备起到主导作用,工作人员进行辅助,省时省力,且生产出来的组合鞋底,质量有保障,适合进行大规模的生产。
技术研发人员:唐志坚
受保护的技术使用者:广州市鸿峥实业有限公司
技术研发日:
技术公布日:2024/8/15
- 还没有人留言评论。精彩留言会获得点赞!