BOPP超低温直包烟用条膜制备方法与流程
本发明涉及bopp膜生产,具体为一种bopp超低温直包烟用条膜制备方法。
背景技术:
1、bopp膜本身既有的一些特性使得它广泛使用于软包装行业,如烟标、镭射、食品包装等。目前国内外的香烟有软包和硬盒两种包装形式,为防止烟支受潮,延长产品的保质期,外包装通常在使用条盒商标纸后再加一层bopp普通膜或收缩膜。
2、bopp膜生产时,先需要通过配料机将原料进行调配,如聚丙烯树脂、抗静电剂和抗黏剂等,然后将调配好的原料送进拌料装置进行充分的搅拌和混合,混合均匀的原料送入成型机内进行铸片,最后将铸片进行双向拉伸,以增加薄膜的强度和韧性。
3、其中,拌料装置为一个带有蒙皮的仓室,通过时间和搅拌速率控制原料混合搅拌的均匀性,人员无法从外部观察搅拌状态,现有的拌料装置采用搅拌轴带动搅拌叶片周向旋转使原料混合,由于原料中的各个成分的粒径不同,常发生偏析现象,导致混合不均匀,铸片薄厚有差异的问题。
技术实现思路
1、本发明要解决的技术问题是克服现有的缺陷,提供一种bopp超低温直包烟用条膜制备方法,通过全方位搅拌使原料混合更均匀,通过上下隔仓和自动落料机构能够防止原料下落过快,使原料搅拌更充分。
2、为实现上述目的,本发明提供如下技术方案:
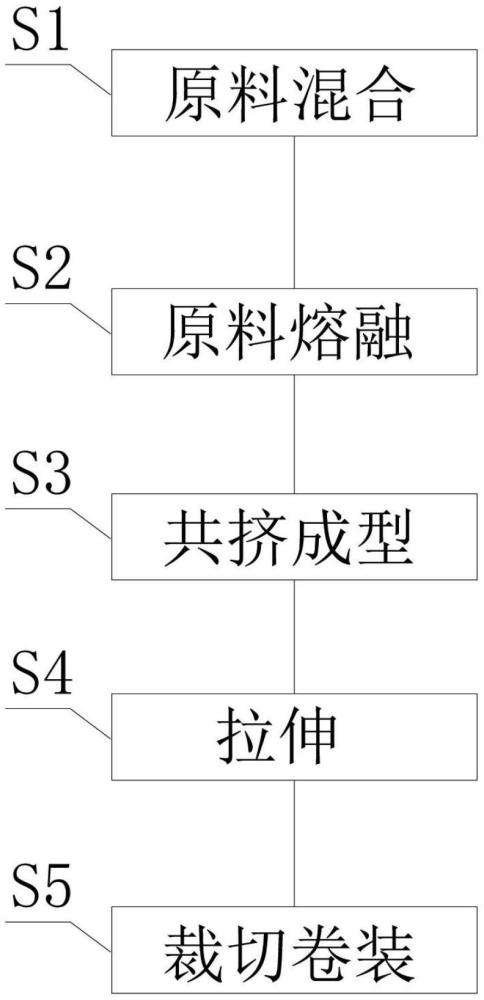
3、bopp超低温直包烟用条膜制备方法,其特征在于:包括以下步骤:
4、s1.原料混合:采用混料机分别对上层、芯层、下层的原材料进行均匀混合,制得原料混合物;
5、s2.原料熔融:将上层、芯层、下层的原料混合物分别送入熔融机,制得熔融料;
6、s3.共挤成型:将上层、芯层、下层的熔融料送入共挤成型机,制得铸片,冷却备用;
7、s4.拉伸:对铸片进行纵向和横向拉伸,制得膜片;
8、s5.裁切卷装。
9、进一步地,所述混料机包括安装架一、均匀拌料机构、落料机构和配料机;
10、所述安装架一右侧摆放有安装架二,安装架一的内部前侧设有拌料仓,拌料仓的上端右侧进料口处均进料管,拌料仓的内部中间设有隔板,拌料仓的下端设有出料管;
11、所述均匀拌料机构设置于拌料仓的内部;
12、所述落料机构设置于拌料仓的内部中间;
13、所述配料机设置于安装架一的内部后端上侧。
14、进一步的,所述均匀拌料机构包括固定板、安装盒、上伞齿轮、下伞齿轮和锥齿轮,所述固定板均设置于拌料仓的内部下端,四个固定板的内侧端均与一个安装盒的外表面固定连接,上伞齿轮转动连接于安装盒的内部上端,下伞齿轮转动连接于安装盒的内部下端,锥齿轮均转动连接于安装盒的内部中间,上伞齿轮和下伞齿轮均与锥齿轮啮合连接,为原料的混合工作提供基础。
15、进一步的,所述均匀拌料机构还包括下搅拌组件,所述下搅拌组件包括中心轴、搅拌片和搅拌桨叶,所述中心轴设置于下伞齿轮的下端,搅拌片均匀设置于中心轴的外表面上端,搅拌桨叶均设置于锥齿轮的外侧端,使拌料仓下方原料混合更均匀。
16、进一步的,所述均匀拌料机构还包括上搅拌组件,所述上搅拌组件包括连接轴、正向桨叶、套筒和反向桨叶,所述套筒固定连接于上伞齿轮的上端,反向桨叶均匀设置于上伞齿轮的外表面上端,连接轴固定连接于下伞齿轮的上端中部,连接轴的外表面上端贯穿套筒的内部且与套筒的内壁转动连接,正向桨叶均匀设置于连接轴的外表面上端,使拌料仓上方原料混合更均匀。
17、进一步的,所述上搅拌组件还包括平刮板,所述平刮板均匀设置于套筒的外表面中部,平刮板的底端与隔板的上端配合安装,可以将上方原料快速刮落。
18、进一步的,所述均匀拌料机构还包括刮料组件,所述刮料组件包括连杆和斜刮板,所述连杆均匀设置于中心轴的外表面下端,斜刮板均设置于连杆的外侧端,斜刮板的外缘与拌料仓的内壁下端配合安装,防止原料堵塞附着在出料口处。
19、进一步的,所述均匀拌料机构还包括直角电机,所述直角电机设置于拌料仓的外表面上端中部,直角电机输出轴的下端与连接轴的上端固定连接,为原料的搅拌工作提供稳定驱动。
20、进一步的,所述落料机构包括上落料口、挡片、下落料口和弹簧,所述上落料口均匀开设于隔板的上端,隔板的内部下端均开设有安装槽,挡片均滑动连接于安装槽的内部下端,下落料口均匀开设于挡片的上端中部,竖向相邻的上落料口与下落料口相互错位,挡片与安装槽的内壁之间均设有弹簧,防止下落过快导致原料混合不充分。
21、进一步的,所述落料机构还包括升降架和挤压块,所述套筒的外表面下端开设有均匀分布的外螺纹,拌料仓的内壁中部开设有均匀分布的限位槽,升降架螺纹连接于套筒的外表面下端,升降架的外侧端均与相邻的限位槽的内壁滑动连接,挤压块均设置于升降架的上端,挤压块均与竖向相邻的挡片配合安装,可以自动控制原料的下落和停止,防止原料下落过快。
22、与现有技术相比,本发明的有益效果是:
23、1、本发明公开的bopp超低温直包烟用条膜制备方法,直角电机运转后,其输出轴带动连接轴正转,正向桨叶也随之转动,与此同时,下伞齿轮也同步转动,随着下伞齿轮的转动,上伞齿轮也随之转动,带动套筒同步转动,反向桨叶也随之转动,此时,正向桨叶和反向桨叶二者转动方向相反,将周围的原料初步混合,当初步混合后的原料落入拌料仓的下方时,随着直角电机的运转,带动下伞齿轮转动,中心轴和锥齿轮也随之转动,带动搅拌片和搅拌桨叶也同步转动,搅拌片以中心轴的轴线为中心旋转,搅拌桨叶以锥齿轮的轴线为中心旋转,使落下的原料混合更充分,全方位搅拌使原料混合更均匀。
24、2、本发明公开的bopp超低温直包烟用条膜制备方法,随着套筒的转动,升降架慢慢向上移动,带着挤压块同步上移,随着升降架的上移,挤压块接触挡片的内侧端,随着升降架的继续上移,挤压块慢慢挤压挡片,弹簧受力被压缩,使挡片同步向外移动,直至上落料口与下落料口慢慢对齐,此时,上方的原料可以通过上下落料口落入拌料仓的下方,随着套筒的转动,平刮板也随之转动,将隔板上的原料刮至上下落料口处,防止原料堆积在隔板上,然后直角电机反转,直角电机带动连接轴和上伞齿轮反转,下伞齿轮和套筒也随之反转,带动升降架下移,挤压块离开挡片,弹簧不受力带动挡片回到原位,等升降架到达合适位置时,直角电机再次正转,如此往复,通过上下隔仓和自动落料机构能够防止原料下落过快。
25、3、本发明公开的bopp超低温直包烟用条膜制备方法,混合好的原料从出料口出去时,大量原料堆积在拌料仓下方,随着中心轴的转动,斜刮板也随之以中心轴的轴线为圆心转动,因为斜刮板的外缘与拌料仓的内壁下端配合安装,所以随着斜刮板的转动,斜刮板将堆积在拌料仓的内壁下端的物料刮动,连杆也同时搅动周围的物料,防止物料堆积堵塞在拌料仓的下端,这时,原料的混合程度达到最佳,可以有效防止原料堵塞堆积。
技术特征:
1.bopp超低温直包烟用条膜制备方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的bopp超低温直包烟用条膜制备方法,其特征在于:所述混料机包括安装架一(1)、均匀拌料机构(4)、落料机构(5)和配料机(8);
3.根据权利要求1所述的bopp超低温直包烟用条膜制备方法,其特征在于:所述均匀拌料机构(4)包括固定板(41)、安装盒(42)、上伞齿轮(43)、下伞齿轮(44)和锥齿轮(45),所述固定板(41)均设置于拌料仓(3)的内部下端,四个固定板(41)的内侧端均与一个安装盒(42)的外表面固定连接,上伞齿轮(43)转动连接于安装盒(42)的内部上端,下伞齿轮(44)转动连接于安装盒(42)的内部下端,锥齿轮(45)均转动连接于安装盒(42)的内部中间,上伞齿轮(43)和下伞齿轮(44)均与锥齿轮(45)啮合连接。
4.根据权利要求3所述的bopp超低温直包烟用条膜制备方法,其特征在于:所述均匀拌料机构(4)还包括下搅拌组件(46),所述下搅拌组件(46)包括中心轴(461)、搅拌片(462)和搅拌桨叶(463),所述中心轴(461)设置于下伞齿轮(44)的下端,搅拌片(462)均匀设置于中心轴(461)的外表面上端,搅拌桨叶(463)均设置于锥齿轮(45)的外侧端。
5.根据权利要求4所述的bopp超低温直包烟用条膜制备方法,其特征在于:所述均匀拌料机构(4)还包括上搅拌组件(47),所述上搅拌组件(47)包括连接轴(471)、正向桨叶(472)、套筒(473)和反向桨叶(474),所述套筒(473)固定连接于上伞齿轮(43)的上端,反向桨叶(474)均匀设置于上伞齿轮(43)的外表面上端,连接轴(471)固定连接于下伞齿轮(44)的上端中部,连接轴(471)的外表面上端贯穿套筒(473)的内部且与套筒(473)的内壁转动连接,正向桨叶(472)均匀设置于连接轴(471)的外表面上端。
6.根据权利要求5所述的bopp超低温直包烟用条膜制备方法,其特征在于:所述上搅拌组件(47)还包括平刮板(475),所述平刮板(475)均匀设置于套筒(473)的外表面中部,平刮板(475)的底端与隔板(7)的上端配合安装。
7.根据权利要求5所述的bopp超低温直包烟用条膜制备方法,其特征在于:所述均匀拌料机构(4)还包括刮料组件(48),所述刮料组件(48)包括连杆(481)和斜刮板(482),所述连杆(481)均匀设置于中心轴(461)的外表面下端,斜刮板(482)均设置于连杆(481)的外侧端,斜刮板(482)的外缘与拌料仓(3)的内壁下端配合安装。
8.根据权利要求5所述的bopp超低温直包烟用条膜制备方法,其特征在于:所述均匀拌料机构(4)还包括直角电机(49),所述直角电机(49)设置于拌料仓(3)的外表面上端中部,直角电机(49)输出轴的下端与连接轴(471)的上端固定连接。
9.根据权利要求5所述的bopp超低温直包烟用条膜制备方法,其特征在于:所述落料机构(5)包括上落料口(51)、挡片(52)、下落料口(53)和弹簧(54),所述上落料口(51)均匀开设于隔板(7)的上端,隔板(7)的内部下端均开设有安装槽,挡片(52)均滑动连接于安装槽的内部下端,下落料口(53)均匀开设于挡片(52)的上端中部,竖向相邻的上落料口(51)与下落料口(53)相互错位,挡片(52)与安装槽的内壁之间均设有弹簧(54)。
10.根据权利要求9所述的bopp超低温直包烟用条膜制备方法,其特征在于:所述落料机构(5)还包括升降架(55)和挤压块(56),所述套筒(473)的外表面下端开设有均匀分布的外螺纹,拌料仓(3)的内壁中部开设有均匀分布的限位槽(13),升降架(55)螺纹连接于套筒(473)的外表面下端,升降架(55)的外侧端均与相邻的限位槽(13)的内壁滑动连接,挤压块(56)均设置于升降架(55)的上端,挤压块(56)均与竖向相邻的挡片(52)配合安装。
技术总结
本发明公开了一种BOPP超低温直包烟用条膜制备方法,包括原料混合、原料熔融、共挤成型、拉伸和裁切卷装,其中原料混合工序中采用混料机进行对原料进行充分,通过上下隔仓和自动落料机构能够防止原料下落过快,使原料搅拌更充分,提高了BOPP薄膜的出膜质量。
技术研发人员:王卫兵,李鹏宇,张晓丽
受保护的技术使用者:青岛英诺包装科技有限公司
技术研发日:
技术公布日:2024/8/16
- 还没有人留言评论。精彩留言会获得点赞!