一种EVA渔具包生产工艺的制作方法
本发明属于渔具包生产领域,具体地说是一种eva渔具包生产工艺。
背景技术:
1、渔具包是用于存放、携带和保护渔具的专用包具。它通常设计为防水、耐用和多功能,以适应各种户外钓鱼活动的需求。
2、而现有的渔具包在生产过程中,大多采用牛津布材质,而该材质沾水后容易变重影响携带,同时其对渔具的防护功能较差。
技术实现思路
1、为了解决上述技术问题,本发明提供一种eva渔具包生产工艺,以解决现有技术中采用牛津布材质的渔具包沾水后容易变重影响携带等问题。
2、一种eva渔具包生产工艺,包括以下步骤:
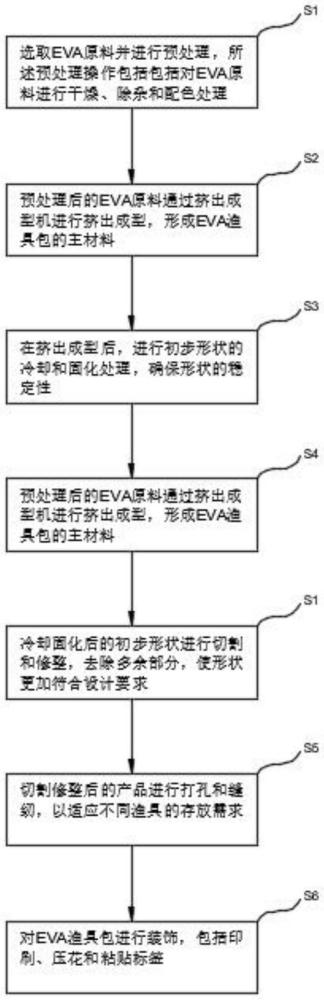
3、步骤一:选取eva原料并进行预处理,所述预处理操作包括对eva原料进行干燥、除杂和配色处理;
4、步骤二:预处理后的eva原料通过挤出成型机进行挤出成型,形成eva渔具包的主材料;
5、步骤三:在挤出成型后,进行初步形状的冷却和固化处理,确保形状的稳定性;
6、步骤四:冷却固化后的初步形状进行切割和修整,去除多余部分,使形状更加符合设计要求;
7、步骤五:切割修整后的产品进行打孔和缝纫,以适应不同渔具的存放需求;
8、步骤六:对eva渔具包进行装饰,包括印刷、压花和粘贴标签。
9、优选的,所述主材料包括渔具包主体、上溜边条和下溜边条,所述渔具包主体的厚度为1.2mm-2.0mm,所述上溜边条和下溜边条的厚度为0.5mm-1.2mm。
10、优选的,所述渔具包主体采用1.2-2.0mm的加硬加厚材质,以确保产品的挺拔坚硬和牢固性。
11、优选的,所述渔具包主体的上口和下边采用二次焊接玻薄料,所述玻薄料的厚度为0.5mm-1.2mm,以进一步增强产品的坚固性和挺拔性。
12、优选的,所述渔具包主体的上下边缘使用高频机器进行二次焊接,将金属圈固定在产品的外部和内部,以起到定型固定的作用。
13、优选的,所述渔具包主体的下边进行二次焊接溜边条,以便于厚身与焊接底部磨具外翻边的人工操作;对于不同厚度的渔具包主体,采用不同的二次溜边技术,以确保产品能够顺利实现外翻或内翻操作;在上下口采用二次焊接薄料后,热工操作更加便捷。
14、与现有技术相比,本发明具有如下有益效果:通过选取eva原料并进行预处理有效的提升产品质量,避免常规采用牛津布材质导致沾水后会变重的情况,同时对渔具的防护效果更好;通过挤出成型机能够精确控制eva原料的成型,保证了渔具包主体、上溜边条和下溜边条的形状和尺寸精度,减少后续裁切对原料的浪费;冷却和固化处理确保了初步形状的稳定性,避免了在后续加工过程中因形状变化导致的质量问题。
技术特征:
1.一种eva渔具包生产工艺,其特征在于,包括以下步骤:
2.如权利要求1所述一种eva渔具包生产工艺,其特征在于,所述主材料包括渔具包主体(1)、上溜边条(2)和下溜边条(3),所述渔具包主体(1)的厚度为1.2mm-2.0mm,所述上溜边条(2)和下溜边条(3)的厚度为0.5mm-1.2mm。
3.如权利要求2所述一种eva渔具包生产工艺,其特征在于,所述渔具包主体(1)采用1.2-2.0mm的加硬加厚材质,以确保产品的挺拔坚硬和牢固性。
4.如权利要求2所述一种eva渔具包生产工艺,其特征在于,所述渔具包主体(1)的上口和下边采用二次焊接玻薄料,所述玻薄料的厚度为0.5mm-1.2mm,以进一步增强产品的坚固性和挺拔性。
5.如权利要求2所述一种eva渔具包生产工艺,其特征在于,所述渔具包主体(1)的上下边缘使用高频机器进行二次焊接,将金属圈固定在产品的外部和内部,以起到定型固定的作用。
6.如权利要求2所述一种eva渔具包生产工艺,其特征在于,所述渔具包主体(1)的下边进行二次焊接溜边条,以便于厚身与焊接底部磨具外翻边的人工操作;对于不同厚度的渔具包主体(1),采用不同的二次溜边技术,以确保产品能够顺利实现外翻或内翻操作;在上下口采用二次焊接薄料后,热工操作更加便捷。
技术总结
本发明涉及渔具包生产领域,具体公开了一种EVA渔具包生产工艺,包括以下步骤:步骤一:选取EVA原料并进行预处理,所述预处理操作包括对EVA原料进行干燥、除杂和配色处理;步骤二:预处理后的EVA原料通过挤出成型机进行挤出成型,形成EVA渔具包的主材料;步骤三:在挤出成型后,进行初步形状的冷却和固化处理,确保形状的稳定性;本发明通过选取EVA原料并进行预处理有效的提升产品质量;通过挤出成型机能够精确控制EVA原料的成型,保证了渔具包主体、上溜边条和下溜边条的形状和尺寸精度,减少后续裁切对原料的浪费;冷却和固化处理确保了初步形状的稳定性,避免了在后续加工过程中因形状变化导致的质量问题。
技术研发人员:潘劲
受保护的技术使用者:廊坊进召文体用品有限公司
技术研发日:
技术公布日:2024/8/27
- 还没有人留言评论。精彩留言会获得点赞!