一种适用于电镀的三层共挤聚丙烯片材的生产方法与流程
本发明涉及塑料电镀,具体地说是一种适用于电镀的三层共挤聚丙烯片材的生产方法。
背景技术:
1、近年来,随着我国汽车及相关装饰工业的发展,塑料电镀工艺得以广泛应用,不仅可以显著改善零部件的耐用性、抗腐蚀能力和抗冲击能力,还能起到美化外观的作用,以满足消费者的需求。目前,可以用于电镀的塑料产品选择abs材料最多,abs电镀塑料,具有原材料获取方便,容易粗处理的优势。同等尺寸规格的abs塑料颗粒较pp塑料颗粒,成本高出近50%。
2、对于pp塑料电镀来说,通常存在表面过于光滑、表面接枝官能团较少、金属附着力低等问题,影响电镀质量,特别是影响pp塑料与电镀金属之间的结合力,因此粗化方式的改进是提高电镀质量的关键因素。一般非金属材料的粗化方式有机械粗化、化学粗化等,化学粗化是采用高硫酸型、高铬酸型、磷酸型和盐酸型粗化液对pp表面进行刻蚀,但是此类粗化液均会对环境造成较大危害。
技术实现思路
1、本发明之目的是弥补上述之不足,向社会公开一种适用于电镀的三层共挤聚丙烯片材的生产方法,本生产方法绿色环保,使用水处理刻蚀聚丙烯复合材料,刻蚀后其表面出现微观不规则的锚孔,使聚丙烯片材具有了适宜的表面粗糙度及亲水性,以提供优越的金属附着力,适合电镀。
2、本发明的技术方案是这样实现的:
3、一种适用于电镀的三层共挤聚丙烯片材的生产方法,包括以下步骤:
4、步骤一、上料:经高速混料机混合后,不同配料通过对应供料系统到达第一挤出机、第二挤出机、第三挤出机;
5、步骤二、挤出:采用第一挤出机和第三挤出机分别挤出上、下两层易水刻蚀聚丙烯片材,第二挤出机挤出中间层聚丙烯片材,将原料连续加入挤出机料筒后,使受热熔融的物料在压力推动下连续地从三层共挤模口中同时挤出;
6、第一挤出机的机身温度设定:150℃~190℃;
7、第二挤出机的机身温度设定:140℃~200℃;
8、第三挤出机的机身温度设定:150℃~190℃;
9、第一挤出机挤出上层的易水刻蚀聚丙烯片材,第二挤出机挤出中间层的聚丙烯片材,第三挤出机挤出下层的易水刻蚀聚丙烯片材;
10、步骤三、压延:利用压延机对挤出的片材进行压延;
11、步骤四、冷却:将压延后的三层聚丙烯片材放入冷却水槽中进行冷却;
12、步骤五、切割:将冷却后的片材切割成所需尺寸;
13、步骤六、刻蚀:将冷却后的片材经水处理浸泡刻蚀形成锚孔,烘干。
14、进一步优化本技术方案的措施是:
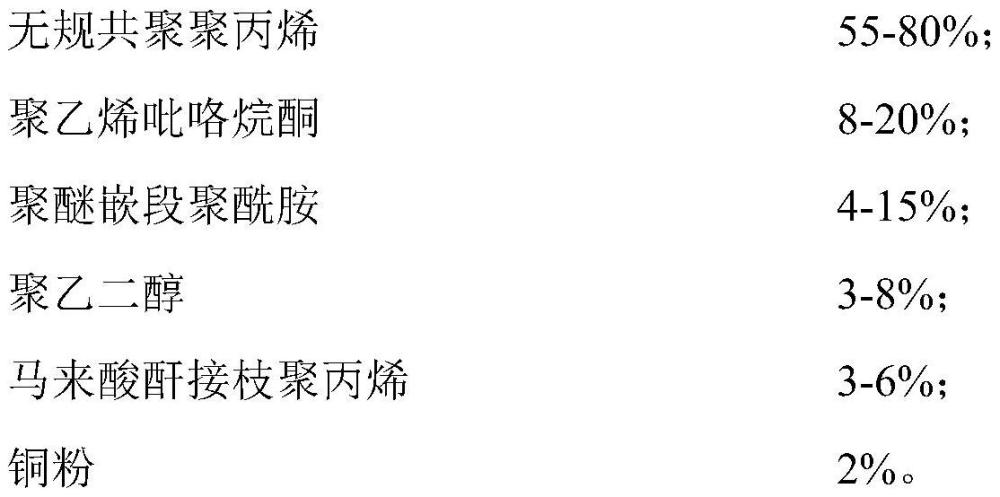
15、优选的,所述的易水刻蚀聚丙烯片材的原料配方为,按重量百分数计:
16、
17、优选的,所述聚醚嵌段聚酰胺、聚乙烯吡咯烷酮、聚乙二醇均为水溶性大分子,选用的聚醚嵌段聚酰胺分子量为2000-20000,聚乙二醇分子量为700-900。
18、作为改进,所述的中间层的聚丙烯片材的原料配方为,按重量百分数计:
19、无规共聚聚丙烯 75-80%;
20、碳酸钙 10-20%;
21、马来酸酐接枝聚丙烯 3-11%。
22、优选的,所述的步骤三中,压延温度控制在130℃~180℃。
23、优选的,所述的步骤三中,压延厚度控制在0.3mm-5mm。
24、优选的,所述的步骤五中,水处理浸泡刻蚀时间控制在2h-4h。
25、本发明与现有技术相比的优点是:
26、本发明采用三层共挤技术,制备三层复合结构,其中上下两层为易水刻蚀聚丙烯片材,并通过水处理刻蚀在复合材料的表面出现微观不规则的锚孔,使聚丙烯片材具有了适宜的表面粗糙度及亲水性,以提供优越的金属附着力,适合电镀。
27、本发明中的聚丙烯为无规共聚聚丙烯,结晶度通常较均聚聚丙烯低,因此共聚聚丙烯具有较好的韧性和抗冲击性能,且收缩率低,具有良好的尺寸稳定性。
28、本发明在配方中添加马来酸酐接枝聚丙烯,不仅增加了原料间的相容性,更提高了三层片材间的界面结合力。
29、本发明选择的聚醚嵌段聚酰胺、聚乙烯吡咯烷酮、聚乙二醇均为水溶性大分子,不仅可在水处理条件下刻蚀出微观锚孔,形成合适的表面粗糙度,提高了材料的亲水性能,有利于后续电镀的镀层结合。
技术特征:
1.一种适用于电镀的三层共挤聚丙烯片材的生产方法,其特征是:包括以下步骤:
2.根据权利要求1所述的一种适用于电镀的三层共挤聚丙烯片材的生产方法,其特征是:所述的易水刻蚀聚丙烯片材的原料配方为,按重量百分数计:
3.根据权利要求2所述的一种适用于电镀的三层共挤聚丙烯片材的生产方法,其特征是:所述聚醚嵌段聚酰胺、聚乙烯吡咯烷酮、聚乙二醇均为水溶性大分子,选用的聚醚嵌段聚酰胺分子量为2000-20000,聚乙二醇分子量为700-900。
4.根据权利要求1所述的一种适用于电镀的三层共挤聚丙烯片材的生产方法,其特征是:所述的中间层的聚丙烯片材的原料配方为,按重量百分数计:
5.根据权利要求1所述的一种适用于电镀的三层共挤聚丙烯片材的生产方法,其特征是:所述的步骤三中,压延温度控制在130℃~180℃。
6.根据权利要求1所述的一种适用于电镀的三层共挤聚丙烯片材的生产方法,其特征是:所述的步骤三中,压延厚度控制在0.3mm-5mm。
7.根据权利要求1所述的一种适用于电镀的三层共挤聚丙烯片材的生产方法,其特征是:所述的步骤五中,水处理浸泡刻蚀时间控制在2h-4h。
技术总结
本发明公开了一种适用于电镀的三层共挤聚丙烯片材的生产方法,包括以下步骤:上料:不同配料通过对应供料系统到达第一挤出机、第二挤出机、第三挤出机;挤出:三层共挤模口中同时挤出三层片材,第一挤出机挤出上层的易水刻蚀聚丙烯片材,第二挤出机挤出中间层的聚丙烯片材,第三挤出机挤出下层的易水刻蚀聚丙烯片材;利用压延机对片材进行压延,将三层聚丙烯片材进行冷却,将冷却后的片材切割成所需尺寸,将片材经水处理浸泡刻蚀形成锚孔,烘干。其优点在于:采用三层共挤技术,制备三层复合结构,并通过水处理刻蚀在复合材料的表面出现微观不规则的锚孔,使聚丙烯片材具有了适宜的表面粗糙度及亲水性,以提供优越的金属附着力,适合电镀。
技术研发人员:陈涛,王冲
受保护的技术使用者:宁波塑之华塑化有限公司
技术研发日:
技术公布日:2024/11/4
- 还没有人留言评论。精彩留言会获得点赞!