一种柔性三向编织碳纤维织物平转曲预成型方法
本发明属于硅橡胶和大网孔碳纤维织物复合制备工艺,具体涉及一种柔性三向编织碳纤维织物平转曲预成型方法。
背景技术:
1、碳纤维增强复合材料(carbon fiber reinforced composites)具有比强度高、比模量大、可塑性好、耐高温、抗冲击、耐疲劳、整体结构性能好等一系列优点。碳纤维增强复合材料作为一种应用前景广阔的新型轻质结构材料,越来越多的应用于大型空间结构中。
2、平面三轴织物(triaxial woven fabric,twf)是由平面内三个不同方向的纱线或丝束系统,以一定角度(0°和±60°)按照特定交织规律彼此间相互交织而成的一种平面三轴向织物。其在织物中规律性分布六边形孔洞,和硅酮基体制备成的复合材料具有密度低、面内准各向同性、易折叠、折叠展开后自动恢复形状等特点,在航天领域常被用于制作卫星天线反射器结构,不需要施加预张力,消除张紧的必要性,反枕效应也被完全消除,可实现反射器的折叠和高精度展开。
3、复合材料增强材料的预成型铺设是影响复合材料性能的关键问题,成型过程包括复杂的力学行为,这些力学行为受到许多工艺参数的影响,如预成型载荷、纱线的初始方向、纱线的性能和工具的形状等,平面三向碳纤维织物(twf)本身的尺寸稳定性特点使预成型难度更大,不合理的预成型铺设会出现增强相织物局部屈曲、起皱或错位,进而影响树脂的浸润,如面内渗透率和层间渗透率出现非均匀问题,导致复杂几何复合材料产品出现缺陷,产品性能降低甚至超差。
技术实现思路
1、本发明为了解决twf织物预成型过程中出现褶皱、屈曲、错位等问题,进而提供一种柔性三向编织碳纤维织物平转曲预成型方法;
2、本发明所采取的技术方案是:
3、一种柔性三向编织碳纤维织物平转曲预成型方法,包括以下步骤:
4、s1.裁剪twf织物,并在边缘预留出夹持区域;
5、s2.将twf织物铺设在曲率模具上;
6、s3.将铺设好twf织物的夹持区域通过固定工装夹持固定,将0°、60°、-60°纤维束约束固定;
7、s4.计算得到twf织物的每束纤维束对应曲率模具的弧长l矩阵和长度a矩阵;
8、s5.根据弧长l矩阵和长度a矩阵,通过固定工装拖拽每束纤维,拖曳到位后保持张紧状态;
9、s6.完成twf织物的预成型铺设工作后,静止。
10、本发明与现有技术相比具有以下有益效果:
11、本发明为适用于单曲率、双曲率壳面的复合材料增强相(twf碳纤维织物)预成型铺设方法,针对平面twf织物和带曲率模具之间的纤维束长度偏差起皱问题进行可设计的自动调节,解决了twf织物预成型过程中出现褶皱、屈曲、错位等难题,为twf增强复合材料的高性能制备提供了技术支撑。
技术特征:
1.一种柔性三向编织碳纤维织物平转曲预成型方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种柔性三向编织碳纤维织物平转曲预成型方法,其特征在于:所述s1中裁剪twf织物的具体做法为:根据所制备的复合材料样件尺寸裁剪twf织物,保证所裁剪的织物为正六方形,并大于复合材料样件尺寸,边缘预留出不小于5cm的夹持区域,同时裁剪的正六方形边缘全需沿纤维束切割。
3.根据权利要求2所述的一种柔性三向编织碳纤维织物平转曲预成型方法,其特征在于:在进行s2之前,首先通过高低温交变处理twf织物3-5次,然后通过丙酮浸泡处理过的twf织物,将twf织物的定形剂去除,使织物恢复为柔软状态。
4.根据权利要求3所述的一种柔性三向编织碳纤维织物平转曲预成型方法,其特征在于:所述s2中将twf织物铺设在曲率模具上的过程为:铺设过程中边铺设边喷涂液体石蜡油浸湿织物。
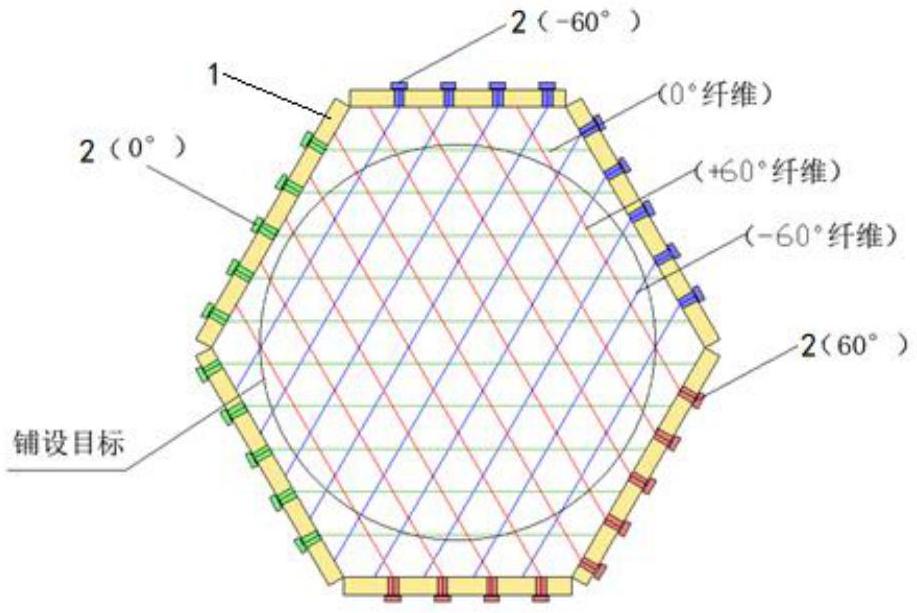
5.根据权利要求4所述的一种柔性三向编织碳纤维织物平转曲预成型方法,其特征在于:所述s3中将带有张力调节旋钮(2)的固定工装与twf织物安装,分别对应0°、60°、-60°纤维束穿入张力调节旋钮内夹持,其他部分仍处于固定约束状态。
6.根据权利要求5所述的一种柔性三向编织碳纤维织物平转曲预成型方法,其特征在于:所述固定工装为六个,分别设置在twf织物的六边夹持区域上,每个固定工装均包括两个夹板(1)、两个柔性垫片及多个张力调节旋钮(2);两个所述夹板(1)、夹持twf织物的夹持区域,且两端固定,每个夹板(1)和twf织物之间均设置柔性垫片,两个夹板(1)之间等间距开设多个安装槽,安装槽用于安装张力调节旋钮(2),每个张力调节旋钮(2)各与一个纤维束一端连接,六个固定工装均等分为三组,三组固定工装的张力调节旋钮(2)分别对应连接0°、60°、-60°纤维束。
7.根据权利要求6所述的一种柔性三向编织碳纤维织物平转曲预成型方法,其特征在于:每个所述张力调节旋钮(2)均包括安装在壳体(205)内的驱动电机(201)、丝杠(202)、夹持器(204)、力传感器(207)、导轨(208)及两个行程标记板(203);所述丝杠(202)和导轨(208)上下平行设置,丝杠(202)前端由驱动电机(201)驱动并通过固定台固定在壳体(205)内,丝杠(202)后端与滑块后端螺纹连接,所述滑块与导轨(208)滑动连接,两个行程标记板(203)相对设置在滑块后端,一个行程标记板(203)与滑块连接,另一个行程标记板(203)安装在导轨(208)上,力传感器(207)设置在两个行程标记板(203)之间且两端能穿过行程标记板(203),力传感器(207)前端与滑块连接,力传感器(207)后端与纤维束连接,所述夹持器(204)设置在行程标记板(203)后端,夹持器(204)用于夹持纤维束,所述夹持器(204)包括夹持调节钮(206)和两个夹持块,两个夹持块左右相对设置用于夹持纤维束,纤维束与力传感器(207)连接,其中一个夹持块固定在导轨(208)上,另一个夹持块活动放置在导轨(208)上,所述夹持调节钮(206)为螺杆,螺杆一端与活动的夹持块螺纹连接,螺杆另一端穿出固定的夹持块,螺杆另一端漏出的部分为调节钮。
8.根据权利要求5所述的一种柔性三向编织碳纤维织物平转曲预成型方法,其特征在于:所述s4中弧长l矩阵和长度矩阵a的计算方法为:
9.根据权利要求8所述的一种柔性三向编织碳纤维织物平转曲预成型方法,其特征在于:所述s5中的拖拽过程为:
10.根据权利要求9所述的一种柔性三向编织碳纤维织物平转曲预成型方法,其特征在于:所述s6中,在80℃下静置60min,使液体石蜡油挥发完毕。
技术总结
一种柔性三向编织碳纤维织物平转曲预成型方法,属于硅橡胶和大网孔碳纤维织物复合制备工艺技术领域。包括以下步骤:S1.裁剪TWF织物,并在边缘预留出夹持区域;S2.将TWF织物铺设在曲率模具上;S3.通过固定工装将TWF织物的0°、60°、‑60°纤维束约束固定;S4.计算得到TWF织物的每束纤维束的弧长L矩阵和长度A矩阵;S5.根据弧长L矩阵和长度A矩阵,通过固定工装拖拽每束纤维。本发明为适用于单曲率、双曲率壳面的复合材料增强相预成型铺设方法,针对平面TWF织物和带曲率模具之间的纤维束长度偏差起皱问题进行可设计的自动调节,解决了TWF织物预成型过程中出现褶皱、屈曲、错位等难题,为TWF增强复合材料的高性能制备提供了技术支撑。
技术研发人员:林国昌,宋博,谭惠丰,麻振宇
受保护的技术使用者:哈尔滨工业大学
技术研发日:
技术公布日:2024/10/10
- 还没有人留言评论。精彩留言会获得点赞!