基于吹塑机的温度控制方法与流程
本发明涉及智能控制,尤其涉及一种基于吹塑机的温度控制方法。
背景技术:
1、中国专利公开号:cn117325432a公开了一种吹塑机的温度控制系统及其方法,包括:数据获取模块;热红外特征提取模块;热变化模块;展开模块;热变化模式特征提取模块;加热功率特征提取模块;转移模块;优化模块;调控结果生成模块,用于将所述优化分类特征矩阵分别通过分类器以得到分类结果,所述分类结果用于表示所述加热器的当前时间点的加热功率值应增大或应减小。由此可见,所述吹塑机的温度控制系统及其方法存在以下问题:
2、无法根据吹塑机的实际温度与预期温度的情况确定吹塑机的运行状态,从而在吹塑机的运行状态随着运行时间以及使用年限的变化而变化时,从而导致温度控制的精准性下降。
技术实现思路
1、为此,本发明提供一种基于吹塑机的温度控制方法,用以克服现有技术中吹塑机的温度控制精准度不足的问题。
2、为实现上述目的,本发明提供一种基于吹塑机的温度控制方法,包括:
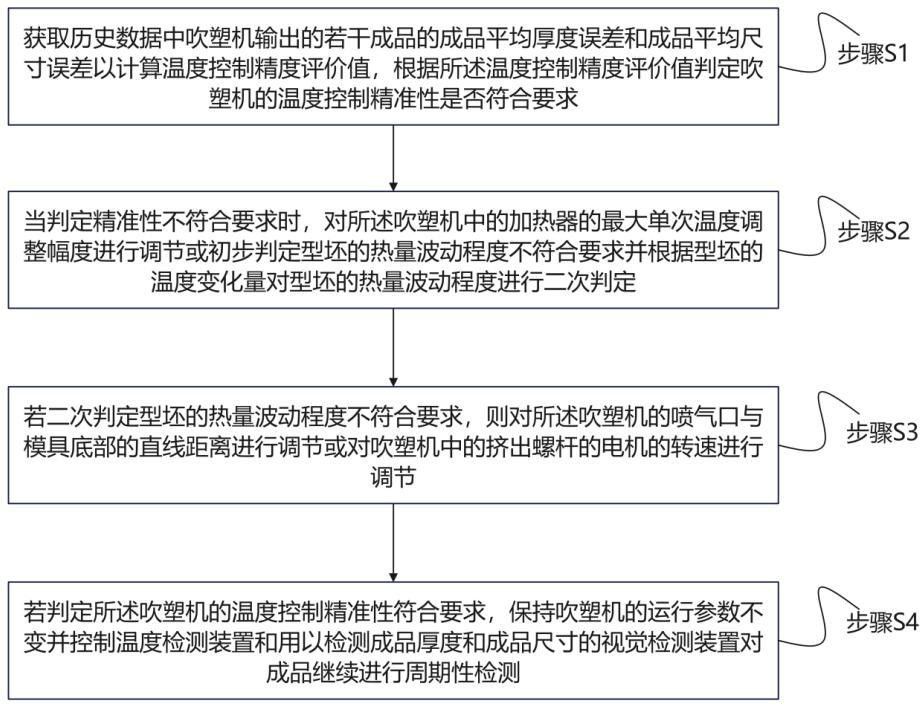
3、获取历史数据中吹塑机输出的若干成品的成品平均厚度误差和成品平均尺寸误差计算温度控制精度评价值,根据所述温度控制精度评价值判定吹塑机的温度控制精准性是否符合要求;
4、当判定精准性不符合要求时,对所述吹塑机中的加热器的最大单次温度调整幅度进行调节或初步判定型坯的热量波动程度不符合要求并根据型坯的温度变化量对型坯的热量波动程度进行判定;
5、若判定型坯的热量波动程度不符合要求,则对所述吹塑机的喷气口与模具底部的直线距离进行调节或对吹塑机中的挤出螺杆的电机的转速进行调节;
6、若判定所述吹塑机的温度控制精准性符合要求,保持吹塑机的运行参数不变并控制温度检测装置和用以检测成品厚度和成品尺寸的视觉检测装置对成品继续进行检测。
7、进一步地,根据所述温度控制精度评价值对所述吹塑机的运行是否符合要求进行判定,其中:
8、若所述温度控制精度评价值小于预设第一评价值,判定吹塑机的温度控制精准性符合要求;
9、若所述温度控制精度评价值大于等于所述预设第一评价值且小于等于预设第二评价值,初步判定型坯的热量波动程度不符合要求并根据型坯的温度变化量对型坯的热量波动程度是否符合要求进行二次判定;
10、若所述温度控制精度评价值大于所述预设第二评价值,判定所述吹塑机的运行不符合要求的原因为吹塑机中的加热器的运行不稳定,并对加热器的最大单次温度调整幅度进行减小。
11、进一步地,所述温度控制精度评价值的计算公式为:q=d×α+s×β,其中:q为温度控制精度评价值,d为成品平均厚度误差,α为成品平均厚度误差权重系数,s为成品平均尺寸误差,β为成品平均尺寸误差权重系数,其中,α+β=1。
12、进一步地,所述加热器的最大单次温度调整幅度的减小幅度通过所述温度控制精度评价值与所述预设第二评价值的差值确定。
13、进一步地,对所述型坯的热量波动程度是否符合要求进行二次判定的过程包括:
14、获取吹塑开始时所述型坯的温度与吹塑结束后待冷却的成品的温度;
15、根据所述型坯在开始吹塑时的温度与吹塑结束后待冷却的成品的温度变化量;
16、根据所述型坯的温度变化量确定导致所述热量波动的原因为:设备运行过程中的正常波动、挤出螺杆与原料发生摩擦使物料温度升高以及气体温度降低导致型坯温度损失。
17、进一步地,所述型坯的温度变化量为:吹塑开始时,型坯的温度与吹塑结束后待冷却的成品的温度的差值。
18、进一步地,在判定导致所述热量波动的原因为挤出螺杆与原料发生摩擦使物料温度升高时,将所述挤出螺杆的转速减小至对应值。
19、进一步地,减小所述挤出螺杆的转速的步骤包括:
20、根据一级预设温度变化量与所述温度变化量计算损失差值;
21、根据所述损失差值将所述挤出螺杆的转速减小至对应值。
22、进一步地,所述损失差值为所述一级预设温度变化量与所述温度变化量的差值。
23、进一步地,在判定导致所述热量波动的原因为气体温度降低导致所述型坯温度损失时,根据变化差值将所述喷气口与模具底部的直线距离减小至对应值;
24、其中,所述变化差值为型坯的温度变化量与二级预设温度变化量的差值。
25、与现有技术相比,本发明的有益效果在于,本发明通过对历史数据中存储的吹塑机中型坯的温度与目标温度的偏差情况确定对所述吹塑机的运行状态进行判定,从而在判定运行状态不符合要求时,及时对对应运行参数进行调节,保证温度调节过程中的精准度。
26、进一步地,本发明通过若干成品的成品平均厚度误差和成品平均尺寸误差计算温度控制精度评价值,从而将针对温度控制精度是否满足标准的数据不只局限于温度数据,从而从多维数据分析历史温度调控时,调控的精度,从而进一步保证温度调节过程中的精准度。
27、进一步地,本发明通过计算温度变化量并与预设标准进行比较,从而在确定导致热量波动的原因,从而及时对喷气口与模具底部的距离或挤出螺杆的转速进行调节,从而保证吹塑过程中的温度的稳定性,从而进一步保证温度调节过程中的精准度。
28、进一步地,本发明通过计算损失差值并与预设标准进行比较,从而及时将挤出螺杆的转速调节至对应值,从而减小挤出螺杆与物料之间的摩擦,从而保证型坯的温度处于调控的目标范围内,从而进一步保证温度调节过程中的精准度。
29、进一步地,本发明通过计算变化差值并与预设标准进行比较,从而根据实际情况选取合适的调节系数将喷气口与模具底部的距离调节至对应值,从而保证吹塑过程中,型坯的温度处于允许范围内,从而进一步保证温度调节过程中的精准度。
技术特征:
1.一种基于吹塑机的温度控制方法,其特征在于,包括:
2.根据权利要求1所述的基于吹塑机的温度控制方法,其特征在于,根据所述温度控制精度评价值对所述吹塑机的运行是否符合要求进行判定,其中:
3.根据权利要求2所述的基于吹塑机的温度控制方法,其特征在于,所述温度控制精度评价值的计算公式为:q=d×α+s×β,其中:q为温度控制精度评价值,d为成品平均厚度误差,α为成品平均厚度误差权重系数,s为成品平均尺寸误差,β为成品平均尺寸误差权重系数,其中,α+β=1。
4.根据权利要求3所述的基于吹塑机的温度控制方法,其特征在于,所述加热器的最大单次温度调整幅度的减小幅度通过所述温度控制精度评价值与所述预设第二评价值的差值确定。
5.根据权利要求4所述的基于吹塑机的温度控制方法,其特征在于,对所述型坯的热量波动程度是否符合要求进行二次判定的过程包括:
6.根据权利要求5所述的基于吹塑机的温度控制方法,其特征在于,所述型坯的温度变化量为:吹塑开始时,型坯的温度与吹塑结束后待冷却的成品的温度的差值。
7.根据权利要求6所述的基于吹塑机的温度控制方法,其特征在于,在判定导致所述热量波动的原因为挤出螺杆与原料发生摩擦使物料温度升高时,将所述挤出螺杆的转速减小至对应值。
8.根据权利要求7所述的基于吹塑机的温度控制方法,其特征在于,减小所述挤出螺杆的转速的步骤包括:
9.根据权利要求8所述的基于吹塑机的温度控制方法,其特征在于,所述损失差值为所述一级预设温度变化量与所述温度变化量的差值。
10.根据权利要求9所述的基于吹塑机的温度控制方法,其特征在于,在判定导致所述热量波动的原因为气体温度降低导致所述型坯温度损失时,根据变化差值将所述喷气口与模具底部的直线距离减小至对应值;
技术总结
本发明涉及吹塑机温度控制技术领域,尤其涉及一种基于吹塑机的温度控制方法。包括:获取成品平均厚度误差和成品平均尺寸误差以计算温度控制精度评价值,根据温度控制精度评价值判定吹塑机的温度控制精准性是否符合要求;对吹塑机中的加热器的最大单次温度调整幅度进行调节或对型坯的热量波动状态进行确定;对吹塑机的喷气口与模具底部的直线距离进行调节或对挤出螺杆的电机的转速进行调节;保持运行参数不变。本发明通过对历史数据中存储的吹塑机中型坯的温度与目标温度的偏差情况确定对所述吹塑机的运行状态进行判定,从而在判定运行状态不符合要求时,及时对对应运行参数进行调节,保证温度调节过程中的精准度。
技术研发人员:王伟,曹昀
受保护的技术使用者:张家港市意久机械有限公司
技术研发日:
技术公布日:2024/8/20
- 还没有人留言评论。精彩留言会获得点赞!