一种应用于不锈钢滤网的全自动注塑模具的制作方法
本发明涉及不锈钢滤网生产,特别涉及一种应用于不锈钢滤网的全自动注塑模具。
背景技术:
1、在目前圆环型过滤网的生产工艺过程,首先需对不锈钢网布进行弯曲,进而可通过焊接形式,使得不锈钢网布成型为圆环结构,再将圆环结构的不锈钢网布置于注塑机内,通过对特点位置进行注塑成型。
2、鉴于该方式需要分两步骤进行生产,在生产过程中造成了成本增加,生产不便的问题。
3、故需对此作出改进。
技术实现思路
1、本发明解决的技术问题是针对上述现有技术中存在的缺陷,提供一种应用于不锈钢滤网的全自动注塑模具,以解决上述背景技术中提出的问题。
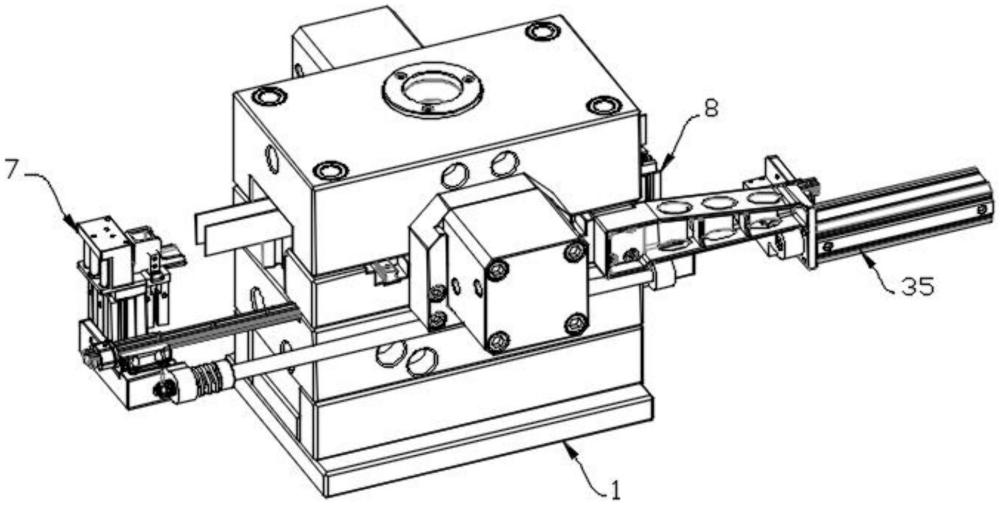
2、为解决上述技术问题,本发明采取的技术方案如下:一种应用于不锈钢滤网的全自动注塑模具,包括:注塑模具,所述注塑模具包括动模,设置在所述动模上方的定模,设置在所述动模前侧的第一滑块组件以及设置在所述动模后侧的第二滑块组件,所述动模从左侧至右侧设有一个以上的型芯柱;上料装置,所述上料装置设置在所述模具主体的左侧,所述上料装置用于将两条平行设置的不锈钢滤网移动至所述第一滑块组件、所述第二滑块组件之间;卸料装置,所述卸料装置设置在所述模具主体的右侧,所述卸料装置用于对注塑后的不锈钢滤网夹持卸料;驱动装置,所述驱动装置与所述上料装置、所述卸料装置相连接,所述驱动装置同时驱动所述上料装置上料以及所述卸料装置卸料;其中,所述第一滑块组件与所述第二滑块组件驱动对不锈钢滤网施压与所述型芯柱外周面贴合成型,所述定模与所述动模合模对不锈钢滤网上边、下边以及两侧注塑成型。
3、进一步地,所述第一滑块组件包括第一液压件,与所述第一液压件伸缩端连接的第一成型块以及设置在所述第一成型块下方的第一滑轨;所述第二滑动组件包括第二液压件,与所述第二液压件伸缩端连接的第二成型块以及设置在所述第二成型块下方的第二滑轨;其中,所述第一成型块与所述第二成型块相对的面上设有与所述型芯柱配合的第一半圆槽;所述第二成型块设有与所述第一半圆槽配合的第二半圆槽;所述第一成型块与所述第二成型块合并,与所述上模、所述下模以及所述型芯柱形成对不锈钢滤网的注塑空间。
4、进一步地,包括设置在所述动模上的预成型块,所述预成型块置于所述型芯柱的左侧,所述第一成型块与所述第二成型块相对的面上设有第一弧形槽,所述第二成型块与设有与所述第一弧形槽配合的第二弧形槽;其中,所述第一成型块与所述第二成型块合并时;所述第一弧形槽、所述第二弧形槽与所述预成型块对不锈钢滤网部分成型。
5、进一步地,相邻的所述第一半圆槽之间分别设有可伸缩的第一整形杆;相邻的所述第二半圆槽之间分别设有与所述第一整形杆配合的第二整形杆;所述第一整形杆的伸出长度至所述动模的进料端沿出料端方向逐渐增长,所述第二整形杆的伸出长度至所述动模的进料端沿出料端方向逐渐增长;其中,所述动模与所述定模合模时,所述第一整形杆和所述第二整形杆从所述动模的出料端沿进料端方向依次伸出,对置于所述型芯柱两侧的不锈钢滤网施压整形。
6、进一步地,所述上料装置包括第三滑轨,安装在所述第三滑轨上的第一连接座,安装在所述第一连接座上的第一顶升气缸,安装在所述第一顶升气缸伸缩端的基块以及安装在所述基块上的第一夹持气缸;其中,所述基块的前侧以及后侧分别供于不锈钢滤网通过,所述第一夹持气缸的夹持端分别置于所述基块的前侧以及后侧,所述第一夹持气缸驱动对所述基块的前侧以及后侧的不锈钢滤网夹持。
7、进一步地,所述卸料装置包括第四滑轨,安装在所述第四滑轨上的第二连接座,安装在所述第二连接座上的第二顶升气缸以及安装在所述第二连接座上的第二夹持气缸;所述第二夹持气缸用于对注塑后的不锈钢滤网夹持。
8、进一步地,所述驱动装置包括伸缩件以及设置在所述伸缩件驱动端的连杆;其中,所述连杆与所述第一连接座、所述第二连接座连接;所述伸缩件驱动所述连杆伸缩时,所述第一连接座在所述第三滑轨上移动,所述第二连接座在所述第四滑轨上移动。
9、进一步地,所述型芯柱的上部设有导向块,所述导向块的圆周边缘处设有用于对不锈钢滤网导向的斜面。
10、进一步地,所述第一半圆槽与所述第二半圆槽的侧边分别设有压边;所述定模与所述动模合模时,所述第一半圆槽的压边与所述第二半圆槽的压边相压对不锈钢滤网形成压痕。
11、与现有技术相比,本发明的有益效果在于:利用上料装置将两条不锈钢过滤网移动至注塑模具内,在注塑模具内进行设置第一滑块组件、第二滑块组件,利用第一滑块组件与第二滑块组件对不锈钢过滤网压持成型为圆环型,在注塑模具的注塑作用下对特定位置进行注塑,最后在卸料装置将产品取出,可以简化工艺过程,大大提高了生产效率。
12、提供了一种新型结构用于对圆环型过滤器的生产,改变传统加工方式。
技术特征:
1.一种应用于不锈钢滤网的全自动注塑模具,其特征在于,包括:
2.根据权利要求1所述应用于不锈钢滤网的全自动注塑模具,其特征在于:所述第一滑块组件包括第一液压件,与所述第一液压件伸缩端连接的第一成型块以及设置在所述第一成型块下方的第一滑轨;所述第二滑动组件包括第二液压件,与所述第二液压件伸缩端连接的第二成型块以及设置在所述第二成型块下方的第二滑轨;
3.根据权利要求1所述应用于不锈钢滤网的全自动注塑模具,其特征在于:包括设置在所述动模上的预成型块,所述预成型块置于所述型芯柱的左侧,所述第一成型块与所述第二成型块相对的面上设有第一弧形槽,所述第二成型块与设有与所述第一弧形槽配合的第二弧形槽;
4.根据权利要求3所述应用于不锈钢滤网的全自动注塑模具,其特征在于:相邻的所述第一半圆槽之间分别设有可伸缩的第一整形杆;相邻的所述第二半圆槽之间分别设有与所述第一整形杆配合的第二整形杆;所述第一整形杆的伸出长度至所述动模的进料端沿出料端方向逐渐增长,所述第二整形杆的伸出长度至所述动模的进料端沿出料端方向逐渐增长;
5.根据权利要求4所述应用于不锈钢滤网的全自动注塑模具,其特征在于:所述上料装置包括第三滑轨,安装在所述第三滑轨上的第一连接座,安装在所述第一连接座上的第一顶升气缸,安装在所述第一顶升气缸伸缩端的基块以及安装在所述基块上的第一夹持气缸;其中,所述基块的前侧以及后侧分别供于不锈钢滤网通过,所述第一夹持气缸的夹持端分别置于所述基块的前侧以及后侧,所述第一夹持气缸驱动对所述基块的前侧以及后侧的不锈钢滤网夹持。
6.根据权利要求5所述应用于不锈钢滤网的全自动注塑模具,其特征在于:所述卸料装置包括第四滑轨,安装在所述第四滑轨上的第二连接座,安装在所述第二连接座上的第二顶升气缸以及安装在所述第二连接座上的第二夹持气缸;所述第二夹持气缸用于对注塑后的不锈钢滤网夹持。
7.根据权利要求6所述应用于不锈钢滤网的全自动注塑模具,其特征在于:所述驱动装置包括伸缩件以及设置在所述伸缩件驱动端的连杆;其中,所述连杆与所述第一连接座、所述第二连接座连接;所述伸缩件驱动所述连杆伸缩时,所述第一连接座在所述第三滑轨上移动,所述第二连接座在所述第四滑轨上移动。
8.根据权利要求7所述应用于不锈钢滤网的全自动注塑模具,其特征在于:所述型芯柱的上部设有导向块,所述导向块的圆周边缘处设有用于对不锈钢滤网导向的斜面。
9.根据权利要求8所述应用于不锈钢滤网的全自动注塑模具,其特征在于:所述第一半圆槽与所述第二半圆槽的侧边分别设有压边;所述定模与所述动模合模时,所述第一半圆槽的压边与所述第二半圆槽的压边相压对不锈钢滤网形成压痕。
技术总结
本发明涉及不锈钢滤网生产技术领域,公开了一种应用于不锈钢滤网的全自动注塑模具,包括:注塑模具包括动模、定模、第一滑块组件以及第二滑块组件,动模从左侧至右侧设有型芯柱;上料装置设置在模具主体的左侧;卸料装置设置在模具主体的右侧,用于对注塑后的不锈钢滤网夹持卸料;驱动装置与上料装置、卸料装置相连接,驱动装置同时驱动上料装置上料以及卸料装置卸料。本发明实现对不锈钢滤网在模具内挤压成型,以配合圆环型过滤器注塑生产工艺。
技术研发人员:陈鹏程,陈系恒,徐浩铨,林明杰,陈光锐,陈照财,朱雷,连新才
受保护的技术使用者:乐清市鲲鹏五金有限公司
技术研发日:
技术公布日:2024/9/29
- 还没有人留言评论。精彩留言会获得点赞!