基于胶水和覆膜的自动化生产线、控制方法、装置和介质与流程
本说明书涉及生产线,特别涉及一种基于胶水和覆膜的自动化生产线、控制方法、装置和介质。
背景技术:
1、覆膜技术是一种在材料表面覆盖一层保护膜的技术,主要用于装饰和保护,可以提高材料表面的光泽度和强度,使产品更加美观和耐用。覆膜技术与胶水密切相关,在覆膜过程中通常需要使用到胶水进行固定和连接,使用的胶水需要具有良好的黏附力和耐久性,以确保覆膜效果的持久性和稳定性。在胶水和覆膜的一体化自动生产线中,如何控制每一个生产步骤,同时保证覆膜产品的生产质量,是亟待解决的技术问题。
2、因此,期望提供一种基于胶水和覆膜的自动化生产线、控制方法、装置和介质,对生产线进行智能控制,同时降低生产成本,提高覆膜质量。
技术实现思路
1、本说明书一个或多个实施例提供一种基于胶水和覆膜的自动化生产线。所述自动化线包括:生产线单元和中央控制处理器,其中,所述生产线单元包括涂胶单元、覆膜单元、烘烤单元、压合单元以及图像获取单元;所述涂胶单元包括涂胶装置和涂胶调控子系统,,所述涂胶装置被配置为基于所述涂胶调控子系统下发的涂胶指令将胶水涂抹至基材的表面;所述烘烤单元包括烘烤装置和烘烤调控子系统,所述烘烤装置被配置为基于所述烘烤调控子系统下发的烘烤指令烘烤基材;所述覆膜单元包括覆膜装置和覆膜调控子系统,所述覆膜装置被配置为基于所述覆膜调控子系统下发的覆膜指令将膜材料贴合至已涂抹胶水的表面;所述压合单元包括压合装置和压合调控子系统,所述压合装置被配置为基于所述压合调控子系统下发的压合指令对所述基材和所述膜材料施加压力以实现紧密贴合;所述图像获取单元包括被部署于所述自动化生产线的至少一个位置的监控装置,所述图像获取单元被配置为采集胶水图像数据以及所述基材在至少一个时间点的基材图像数据集;所述中央控制处理器被配置为:基于所述基材图像数据集,确定涂胶质量数据,所述基材图像数据集包括原始图像数据集和涂胶图像数据集;基于所述涂胶质量数据,确定生产线控制参数;基于所述生产线控制参数,生成控制指令,并将所述控制指令下发至相应的生产线单元,以使得所述相应的生产线单元执行生产控制。
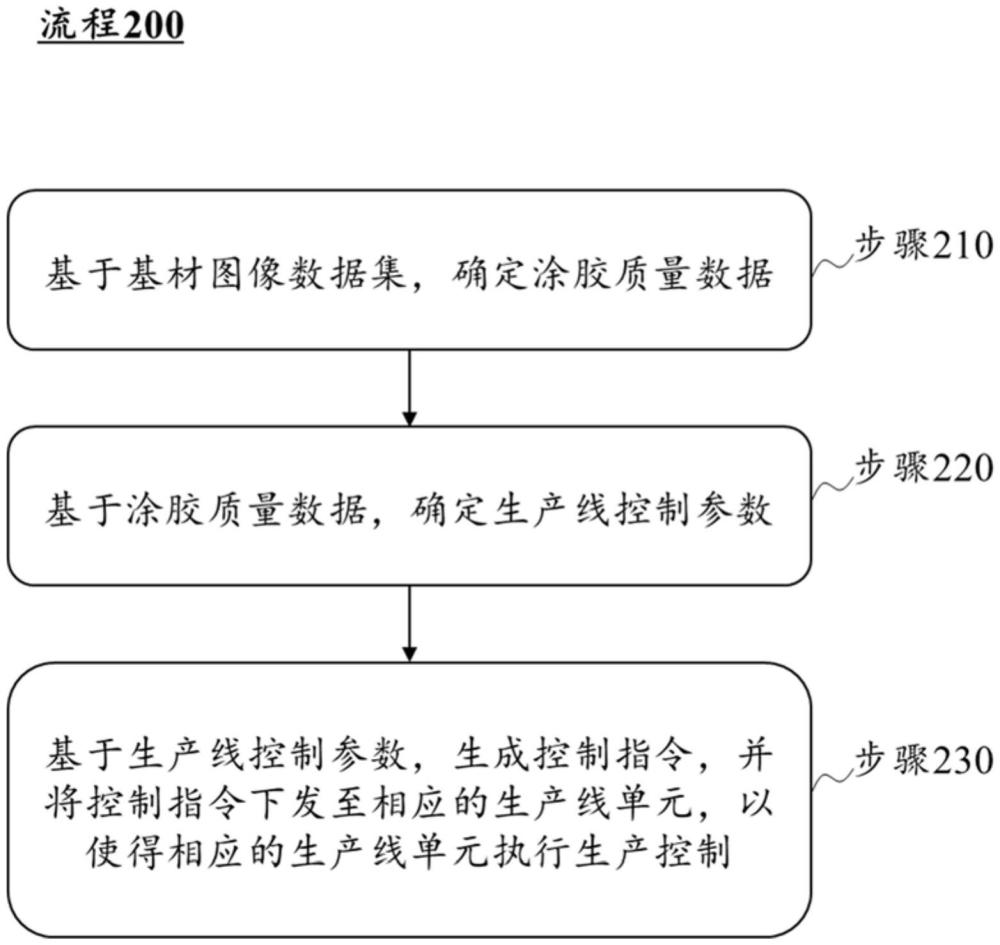
2、本说明书一个或多个实施例提供一种基于胶水和覆膜的自动化生产线的控制方法。所述方法包括:基于基材图像数据集,确定涂胶质量数据,所述基材图像数据集由所述自动化生产线的图像获取单元采集得到,所述基材图像数据集包括原始图像数据集和涂胶图像数据集;基于所述涂胶质量数据,确定生产线控制参数;基于所述生产线控制参数,生成控制指令,并将所述控制指令下发至相应的生产线单元,以使得相应的生产线单元执行生产控制,所述相应的生产线单元包括涂胶单元、覆膜单元、烘干单元、压合单元以及所述图像获取单元中的至少一个。
3、本说明书一个或多个实施例提供一种基于胶水和覆膜的自动化生产线的控制装置,所述装置包括至少一个处理器以及至少一个存储器,所述至少一个存储器用于存储计算机指令;所述至少一个处理器用于执行如本说明书任一实施例所述的一种基于胶水和覆膜的自动化生产线的控制方法。
4、本说明书一个或多个实施例提供一种计算机可读存储介质,所述存储介质存储计算机指令,当计算机读取存储介质中的计算机指令后,计算机执行如本说明书任一实施例所述的一种基于胶水和覆膜的自动化生产线的控制方法。
技术特征:
1.一种基于胶水和覆膜的自动化生产线,其特征在于,包括:生产线单元和中央控制处理器,其中,所述生产线单元包括涂胶单元、覆膜单元、烘烤单元、压合单元以及图像获取单元;
2.根据权利要求1所述的自动化生产线,其特征在于,所述基材图像数据集还包括覆膜图像数据集,所述生产线控制参数包括智能测试周期;所述中央控制处理器还被配置为:
3.根据权利要求1所述的自动化生产线,其特征在于,所述基材图像数据集还包括烘烤图像数据集,所述生产线控制参数包括单元控制参数,所述单元控制参数包括用于控制所述涂胶单元的目标涂胶参数以及用于控制所述烘烤单元的目标烘烤参数;所述中央控制处理器还被配置为:
4.根据权利要求3所述的自动化生产线,其特征在于,所述单元控制参数还包括用于控制所述覆膜单元的目标覆膜参数和用于控制所述压合单元的目标压合参数,所述中央控制处理器还被配置为:
5.一种基于胶水和覆膜的自动化生产线的控制方法,其特征在于,所述方法包括:
6.根据权利要求5所述的方法,其特征在于,所述基材图像数据集还包括覆膜图像数据集,所述生产线控制参数包括智能测试周期;所述方法还包括:
7.根据权利要求5所述的方法,其特征在于,所述基材图像数据集还包括烘烤图像数据集,所述生产线控制参数包括单元控制参数,所述单元控制参数包括用于控制所述涂胶单元的目标涂胶参数以及用于控制所述烘烤单元的目标烘烤参数;所述方法还包括:
8.根据权利要求7所述的方法,其特征在于,所述单元控制参数还包括用于控制所述覆膜单元的目标覆膜参数和用于控制所述压合单元的目标压合参数,所述方法还包括:
9.一种基于胶水和覆膜的自动化生产线的控制装置,包括处理器,所述处理器用于执行如权利要求5~8任一项所述的一种基于胶水和覆膜的自动化生产线的控制方法。
10.一种计算机可读存储介质,所述存储介质存储计算机指令,当计算机读取存储介质中的计算机指令后,计算机执行如权利要求5~8任一项所述的一种基于胶水和覆膜的自动化生产线的控制方法。
技术总结
本说明书实施例提供一种基于胶水和覆膜的自动化生产线、控制方法、装置和介质,属于生产技术领域。自动化生产线包括生产线单元和中央控制处理器,生产线单元包括涂胶单元、覆膜单元、烘烤单元、压合单元以及图像获取单元;中央控制处理器被配置为:基于基材图像数据集,确定涂胶质量数据;基于涂胶质量数据,确定生产线控制参数;基于生产线控制参数,生成控制指令,并将控制指令下发至相应的生产线单元,以使得相应的生产线单元执行生产线控制参数。所述方法通过确定涂胶质量数据和生产线控制参数,可以对生产线进行智能控制,同时降低生产成本,提高覆膜质量。
技术研发人员:龚向东
受保护的技术使用者:浙江胶王科技有限公司
技术研发日:
技术公布日:2024/11/4
- 还没有人留言评论。精彩留言会获得点赞!