一种耐折白膜的制造方法与流程
本发明涉及膜制造,具体为一种耐折白膜的制造方法。
背景技术:
1、在现有技术中,白膜的制造方法往往存在着一些明显的缺陷。传统的制造方法往往难以同时实现白膜的高耐折性、机械性能、光学性能以及耐磨滑爽性的平衡。一些方法虽然能够提升某一方面的性能,但往往在其他方面存在明显的短板,如耐折性不足、机械性能较差或光学性能下降等。此外,现有技术中对于原料的选择和工艺参数的控制也往往不够精确,导致产品质量不稳定,难以满足市场需求。同时,环保和安全性问题也时常被忽视,给产品的市场推广和应用带来了一定的障碍。
技术实现思路
1、本发明的目的在于提供耐折白膜的制造方法,以解决上述背景技术中提出白膜耐折性不足、机械性能较差或光学性能下降以及对于原料的选择和工艺参数的控制也往往不够精确,导致产品质量不稳定,难以满足市场需求的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种耐折白膜的制造方法,包括以下重量份数的原料:基础树脂124-168份、有机硅改性剂12-27份、其他助剂1-6份,制造方法具体包括如下步骤:
4、s10:按照预定重量份数称取基础树脂、有机硅改性剂以及其他助剂;
5、s20:将原料投入高速混合机中,进行充分搅拌,使有机硅改性剂及其他助剂均匀分散于树脂基质中,形成稳定的改性树脂混合物;
6、s30:将混合后的改性树脂通过双螺杆挤出机进行熔融混炼,熔融物料从挤出机口模挤出后,通过流延机均匀涂布在冷却钢带上,形成连续的薄片状薄膜,控制流延速度、冷却风压及钢带温度,确保薄膜厚度均匀且迅速冷却定型;
7、s40:对初生薄膜进行电晕处理,并在在薄膜一面或双面涂布一层含有有机硅耐磨材料的涂层,经烘箱干燥固化,进行质量检验;
8、s50:将合格的大卷白膜按需求规格进行精确分切,然后复卷成便于运输和使用的成品卷。
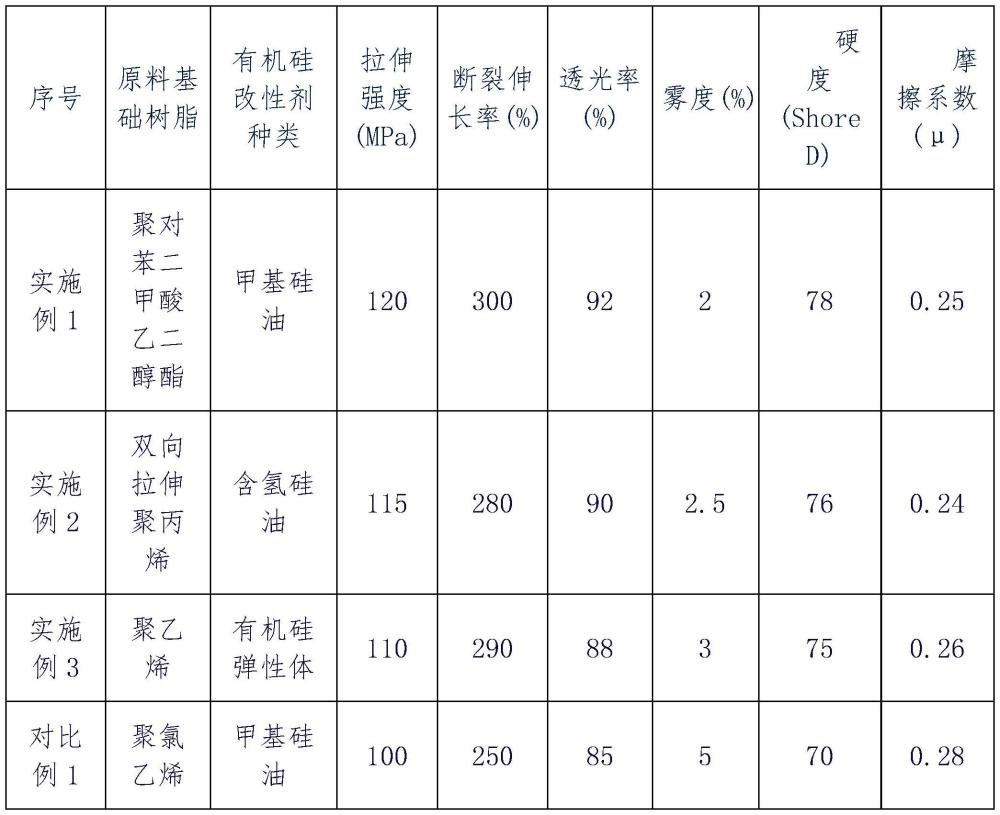
9、作为优选,步骤s10中所述基础树脂选用高纯度、透明度高的聚对苯二甲酸乙二醇酯、双向拉伸聚丙烯或聚乙烯作为基础树脂。
10、作为优选,步骤s10中所述有机硅改性剂采用有机硅乳液或硅油,包括甲基硅油、含氢硅油或有机硅弹性体。
11、作为优选,所述其他助剂包括增塑剂、抗氧剂、热稳定剂、光稳定剂、爽滑剂。
12、作为优选,所述增塑剂采用环己烷-1,2-二甲酸二异壬酯或偏苯三酸三辛酯,所述抗氧剂采用受阻酚类抗氧剂或亚磷酸酯类抗氧剂,所述热稳定剂采用钙锌复合稳定剂。
13、作为优选,所述光稳定剂具体为二苯甲酮类、苯并三唑类,如uv-326、uv-327、uv-p,所述爽滑剂具体为芥酸酰胺、油酸酰胺、聚乙烯蜡、蒙旦蜡。
14、作为优选,步骤s30中所述流延机的流延速度为2-10米/分钟。
15、作为优选,步骤s30中所述冷却风压为0.3-0.8mpa。
16、作为优选,步骤s30中所述钢带温度为25-45℃。
17、作为优选,步骤s40中烘箱干燥固化的温度为60-100℃。
18、与现有技术相比,本发明的有益效果是:
19、1、本发明的耐折白膜的制造方法具有优异的耐折性:通过添加有机硅改性剂,白膜在受到弯曲或折叠时能够保持较好的弹性和韧性,减少因折痕而产生的损伤,从而延长其使用寿命。
20、2、本发明的耐折白膜的制造方法具有良好的机械性能:选用高纯度、透明度高的基础树脂,如聚对苯二甲酸乙二醇酯、双向拉伸聚丙烯或聚乙烯,可以确保白膜具有较高的拉伸强度和断裂伸长率,满足各种应用场景的需求。
21、3、本发明的耐折白膜的制造方法具有出色的光学性能:白膜具有高透光率和低雾度,保证了产品的清晰度,使得其在需要高透明度的场合下表现出色。
22、4、本发明的耐折白膜的制造方法具有优异的耐磨性和滑爽性:通过在薄膜一面或双面涂布一层含有有机硅耐磨材料的涂层,提高了白膜的耐磨性。同时,通过优化配方和工艺参数,白膜具有较低的摩擦系数,使其在使用过程中更加滑爽,易于操作。
23、5、本发明的耐折白膜的制造方法具有环保与安全性:采用无毒、环保的原料进行制造,符合现代工业生产对环保和安全的要求,有利于产品的市场推广和应用。
24、6、本发明的耐折白膜的制造方法具有工艺稳定性与可控性:通过精确控制原料配比、工艺参数以及后处理步骤,可以实现白膜性能的稳定性和可控性,确保产品质量的稳定性和可靠性。
技术特征:
1.一种耐折白膜的制造方法,其特征在于:包括以下重量份数的原料:基础树脂124-168份、有机硅改性剂12-27份、其他助剂1-6份,制造方法具体包括如下步骤:
2.根据权利要求1所述的耐折白膜的制造方法,其特征在于:步骤s10中所述基础树脂选用高纯度、透明度高的聚对苯二甲酸乙二醇酯、双向拉伸聚丙烯或聚乙烯作为基础树脂。
3.根据权利要求1所述的耐折白膜的制造方法,其特征在于:步骤s10中所述有机硅改性剂采用有机硅乳液或硅油,包括甲基硅油、含氢硅油或有机硅弹性体。
4.根据权利要求1所述的耐折白膜的制造方法,其特征在于:所述其他助剂包括增塑剂、抗氧剂、热稳定剂、光稳定剂、爽滑剂。
5.根据权利要求4所述的耐折白膜的制造方法,其特征在于:所述增塑剂采用环己烷-1,2-二甲酸二异壬酯或偏苯三酸三辛酯,所述抗氧剂采用受阻酚类抗氧剂或亚磷酸酯类抗氧剂,所述热稳定剂采用钙锌复合稳定剂。
6.根据权利要求4所述的耐折白膜的制造方法,其特征在于:所述光稳定剂具体为二苯甲酮类、苯并三唑类,如uv-326、uv-327、uv-p,所述爽滑剂具体为芥酸酰胺、油酸酰胺、聚乙烯蜡、蒙旦蜡。
7.根据权利要求1所述的耐折白膜的制造方法,其特征在于:步骤s30中所述流延机的流延速度为2-10米/分钟。
8.根据权利要求1所述的耐折白膜的制造方法,其特征在于:步骤s30中所述冷却风压为0.3-0.8mpa。
9.根据权利要求1所述的耐折白膜的制造方法,其特征在于:步骤s30中所述钢带温度为25-45℃。
10.根据权利要求1所述的耐折白膜的制造方法,其特征在于:步骤s40中烘箱干燥固化的温度为60-100℃。
技术总结
本发明涉及膜制造技术领域,具体为一种耐折白膜的制造方法,包括称取原料、搅拌混合、熔融混炼、涂布成膜、电晕处理与涂层涂布、分切复卷等步骤,通过精确称取基础树脂、有机硅改性剂及其他助剂,混合搅拌形成稳定混合物,熔融混炼后涂布成薄膜,再经电晕处理与涂层涂布,最后分切复卷成成品。本发明耐折白膜制造方法优势显著:其耐折性能卓越,机械性能稳定,光学性能优异;同时,耐磨滑爽,环保安全;工艺稳定可控,确保产品质量可靠。该方法为白膜制造行业提供了一种高效、优质、环保的生产方案,具有广阔的应用前景。
技术研发人员:钟莞生,莫可敏,罗沃泉
受保护的技术使用者:东莞市海波镭射包装有限公司
技术研发日:
技术公布日:2024/10/10
- 还没有人留言评论。精彩留言会获得点赞!