铝箔双面淋LDPE膜工艺的制作方法
本申请涉及铝箔加工工艺,尤其涉及铝箔双面淋ldpe膜工艺。
背景技术:
1、铝箔是一种金属铝直接压制延伸成薄片的烫印材料,由于铝的质地柔软、延伸性好,具有银白色的光泽,铝箔因具有良好的阻隔性、耐热性和抗湿性,可以用于食品、物品的包装,也可以用于农业或建筑领域,应用非常的广泛。
2、然而,纯铝箔容易受到物理损伤和化学腐蚀,限制了其应用的范围。为了提高铝箔的物理强度和化学稳定性,通常会在其表面涂覆或复合其他材料,比如低密度聚乙烯(ldpe)。ldpe不仅可以提升铝箔的防潮防水性能,还能增加铝箔的耐腐蚀性和机械强度。
3、传统的铝箔ldpe膜加工的方式有多种,例如,在加工的时候需要使用粘合剂,粘合剂中含有化学溶剂,具有一定程度的污染,且加工步骤相对复杂,耗能较高。且传统的涂覆工艺中,铝箔与ldpe之间的粘合强度不足,易产生分层现象,影响最终产品的质量和性能。
技术实现思路
1、本申请的目的是针对背景技术指出的技术问题,提出铝箔双面淋ldpe膜工艺。
2、本申请的技术方案:铝箔双面淋ldpe膜工艺,包括以下步骤:
3、s1:使用陶瓷电晕机对纯铝箔表面进行预处理;
4、s2:将ldpe颗粒通过淋膜机加温熔化后,传送至淋膜机模头挤出流延,均匀的喷淋在预处理后的铝箔表面;
5、s3:将带有冷却水装置的多个压辊对铝箔表面进行挤压,使铝箔表面形成一层pe膜,即完成铝箔单面淋膜;
6、s4:翻转步骤s3中的铝箔,重复步骤s1、s2与s3,完成铝箔另一面的淋膜处理。
7、在一个可选的实施例中,所述步骤s1中的电晕预处理包括以下步骤:
8、s101:使用铝箔清洗液对铝箔进行浸洗;
9、s102:浸洗后的铝箔使用清水冲洗;
10、s103:对清洗干净的铝箔干燥处理;
11、s104:将干燥处理的铝箔经过陶瓷电晕机处理,电晕处理的功率为:12-14kw,电晕处理的电压为12-14kv,电晕处理的频率为15-17khz。
12、在一个可选的实施例中,所述步骤s101中的铝箔清洗液为:质量浓度1%-7%的naoh;
13、所述naoh的温度为65-70℃;
14、浸洗的时间为5-10min。
15、在一个可选的实施例中,所述步骤s1中铝箔的厚度为0.032mm-0.035mm,所述铝箔的牌号为:8011-h18、1100-h18或1200-h18。
16、在一个可选的实施例中,所述铝箔的厚度为0.035mm。
17、在一个可选的实施例中,所述步骤s3铝箔双面淋pe膜中每个单面淋膜14-16g/㎡,所述铝箔双面淋膜完成后,铝箔的总厚度为0.065mm-0.068mm。
18、在一个可选的实施例中,所述步骤s3铝箔双面淋pe膜中每个单面淋膜15g/㎡,所述铝箔双面淋膜完成后,铝箔的总厚度为0.067mm。
19、在一个可选的实施例中,所述步骤s3铝箔双面淋pe膜中每个单面淋膜16g/㎡,所述铝箔双面淋膜完成后,铝箔的总厚度为0.068mm。
20、在一个可选的实施例中,所述步骤s2中ldpe的牌号为:韩化955。
21、本申请与现有技术相比,具有如下有益的技术效果:
22、本申请在对铝箔加工的时候首先对铝箔表面进行电晕处理,使铝箔表面增大了附着力,然后在铝箔双面淋ldpe,形成一层薄薄的膜,与铝箔表面紧密贴合,ldpe是热熔在铝表面,所以结合非常牢固,不易脱离;
23、整个工艺过程不采用任何化学溶剂,非常环保。后期二次加工使用时,也不需要粘合剂,直接加温,直接借助于这层pe膜,就可以进行粘合,对铝箔起到了一定的防氧化功能,也可用来防潮防水,阻隔水汽、空气进入铝箔,导致铝箔出现氧化;
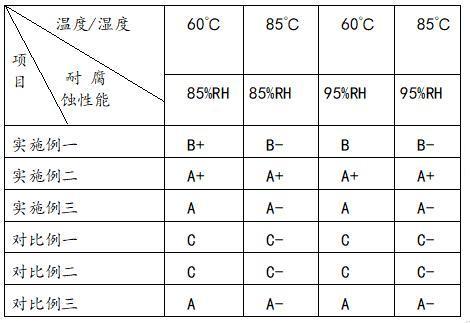
24、通过在0.035mm的铝箔双面均淋上15g/㎡的pe膜,使铝箔达到最好的防潮抗腐蚀性,且附着力最佳。
技术特征:
1.铝箔双面淋ldpe膜工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的铝箔双面淋ldpe膜工艺,其特征在于,所述步骤s1中的电晕预处理包括以下步骤:
3.根据权利要求2所述的铝箔双面淋ldpe膜工艺,其特征在于,所述步骤s101中的铝箔清洗液为:质量浓度1%-7%的naoh;
4.根据权利要求1所述的铝箔双面淋ldpe膜工艺,其特征在于:
5.根据权利要求4所述的铝箔双面淋ldpe膜工艺,其特征在于,所述铝箔的厚度为0.035mm。
6.根据权利要求1所述的铝箔双面淋ldpe膜工艺,其特征在于,所述步骤s3铝箔双面淋pe膜中每个单面淋膜14-16g/㎡,所述铝箔双面淋膜完成后,铝箔的总厚度为0.065mm-0.068mm。
7.根据权利要求6所述的铝箔双面淋ldpe膜工艺,其特征在于,所述步骤s3铝箔双面淋pe膜中每个单面淋膜15g/㎡,所述铝箔双面淋膜完成后,铝箔的总厚度为0.067mm。
8.根据权利要求6所述的铝箔双面淋ldpe膜工艺,其特征在于,所述步骤s3铝箔双面淋pe膜中每个单面淋膜16g/㎡,所述铝箔双面淋膜完成后,铝箔的总厚度为0.068mm。
9.根据权利要求1所述的铝箔双面淋ldpe膜工艺,其特征在于,所述步骤s2中ldpe的牌号为:韩化955。
技术总结
本申请涉及铝箔加工工艺技术领域,尤其涉及铝箔双面淋LDPE膜工艺。提出如下技术方案:包括以下步骤:S1:使用陶瓷电晕机对纯铝箔表面进行预处理;S2:将LDPE颗粒通过淋膜机加温熔化后,传送至淋膜机模头挤出流延,均匀的喷淋在预处理后的铝箔表面;S3:将带有冷却水装置的多个压辊对铝箔表面进行挤压,使铝箔表面形成一层PE膜,即完成铝箔单面淋膜;S4:翻转步骤S3中的铝箔,重复步骤S1、S2与S3,完成铝箔另一面的淋膜处理。本申请在对铝箔加工的时候首先对铝箔表面进行电晕处理,使铝箔表面增大了附着力,然后在铝箔双面淋LDPE,形成一层薄薄的膜,与铝箔表面紧密贴合,LDPE是热熔在铝表面,所以结合非常牢固,不易脱离。
技术研发人员:马涛,邓梅
受保护的技术使用者:安徽稻田新材料科技有限公司
技术研发日:
技术公布日:2024/10/28
- 还没有人留言评论。精彩留言会获得点赞!