一种新能源汽车零件的注塑模具的制作方法
本发明涉及注塑模具,尤其是一种新能源汽车零件的注塑模具。
背景技术:
1、新能源汽车是指使用新型能源替代传统燃油的汽车,主要包括纯电动车、插电式混合动力车和燃料电池车等,随着环保意识的提高和能源紧缺问题的加剧,新能源车的发展日益受到重视。新能源汽车的发展带动了新能源汽车零件的生产需求,需要加大对新能源汽车零部件的研发和生产投入,以满足新能源汽车市场的需求,其中,新能源汽车零件的注塑模具在新能源汽车行业的发展中起着重要作用。
2、随着新能源汽车的持续发展,为了在必要时提高新能源汽车零件的生产效率,采用多腔室注塑模具是很有必要的,多腔室注塑模具的优点包括提高生产效率、降低生产成本、提高产品一致性等。
3、目前,用于生产新能源汽车零件的多腔室注塑模具,可能由于生产需求的下降或者部分腔室的保养而出现需要调整腔室的开放比例的情况,但模具内的冷却系统通常无法根据腔室的开放比例来进行同步调节,容易存在冷却效果过剩的问题。
技术实现思路
1、为了使得模具内的冷却系统能够根据腔室的开放比例来进行同步调节,避免存在冷却效果过剩的问题,本申请提供一种新能源汽车零件的注塑模具。
2、本发明提供的一种新能源汽车零件的注塑模具采用如下的技术方案:
3、一种新能源汽车零件的注塑模具,包括上模和下模,所述上模与所述下模之间开设有腔室,所述上模开设有注塑流道,所述注塑流道包括一条主流道和连接于所述主流道的两条分流道,每条所述分流道分别对接半数的腔室,两条所述分流道均设置有第一电磁阀;所述下模连接有冷却系统,所述冷却系统包括两条冷却通道,每条所述冷却通道环绕半数的腔室,两条所述冷却通道内均设置有第二电磁阀;连通同一所述分流道以及被同一所述冷却通道环绕的多个腔室为同一组腔室,在同一组所述腔室内,所述分流道的第一电磁阀与所述冷却通道的第二电磁阀信号连接,且同时启闭。
4、优选的,所述主流道的直径大于所述分流道的直径。
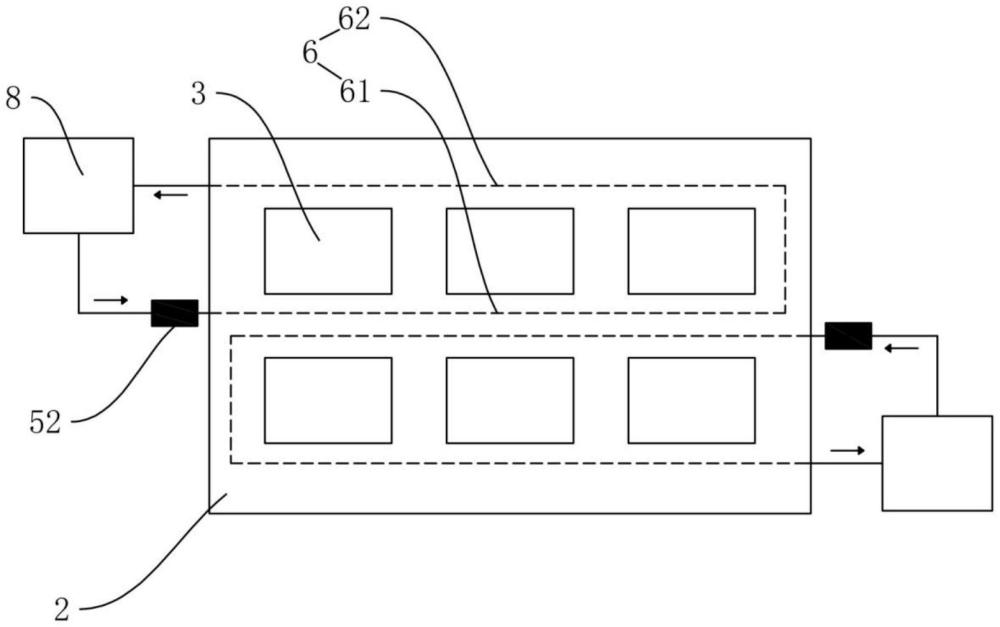
5、优选的,所述腔室的数量开设有六个,六个所述腔室呈两行三列的分布形式。
6、优选的,每一所述冷却通道均有两段通道依次经过同一行的三个所述腔室,以第一次经过同一行所述腔室的一段通道为所述冷却通道的第一通道,以第二次经过同一行所述腔室的一段通道为所述冷却通道的第二通道,所述冷却通道的第一通道位于同一行的所述腔室的内侧,第二通道位于同一行的所述腔室的外侧;两条所述第一通道内的冷却水的流动方向相反。
7、优选的,两条所述冷却通道的第一通道之间连通有导热通道,所述导热通道内滑动设置有导热棒,所述导热棒的外壁贴合所述导热通道的内壁。
8、优选的,所述导热通道和所述导热棒设置多组。
9、优选的,所述导热棒选用铜棒。
10、优选的,所述导热棒选用铝棒。
11、优选的,所述下模包括第一块体和第二块体,所述下模由所述第一块体和所述第二块体上下拼接而成,所述冷却通道和所述导热通道的上半部分在所述第一块体的底面进行加工,所述冷却通道和所述导热通道的下半部分在所述第二块体的顶面进行加工。
12、优选的,两条所述冷却通道之间的第一通道之间呈双螺旋结构。
13、本发明的有益效果为:
14、1、当两条分流道均连通使得腔室的开放比例为100%时,两条冷却通道也同时开启,当两条分流道只有一条连通使得腔室的开放比例为50%时,只有一条冷却通道开启并对注入有熔融塑料的同一组腔室进行冷却,使得模具内的冷却系统能够根据腔室的开放比例来进行同步调节,避免存在冷却效果过剩的问题;
15、2、当注塑模具的腔室开放比例为100%时,基于每一第一通道对两行腔室进行不同方向的冷却以及两条第一通道之间的换热效果,使得两条第一通道内的各处温度差异较小,减小第一通道对不同腔室的冷却效果的差异,最终提高产品一致性;
16、3、通过设置导热通道和导热棒,相比于空气换热,能够使得两条第一通道之间达到更好的换热效果,减小第一通道内的各处温度差异;
17、4、当两条第一通道内的水压趋于平衡时,导热棒会停留在导热通道的中间位置,而当其中一条第一通道内的水压出现瞬时变大时,导热棒能够往导热通道内水压较小的一端进行移动,以释放其中一条第一通道内的增大的压力,对下模起到保护效果。
技术特征:
1.一种新能源汽车零件的注塑模具,其特征在于:包括上模(1)和下模(2),所述上模(1)与所述下模(2)之间开设有腔室,所述上模(1)开设有注塑流道,所述注塑流道包括一条主流道(41)和连接于所述主流道(41)的两条分流道(42),每条所述分流道(42)分别对接半数的腔室,两条所述分流道(42)均设置有第一电磁阀(51);所述下模(2)连接有冷却系统,所述冷却系统包括两条冷却通道(6),每条所述冷却通道(6)环绕半数的腔室,两条所述冷却通道(6)内均设置有第二电磁阀(52);连通同一所述分流道(42)以及被同一所述冷却通道(6)环绕的多个腔室为同一组腔室,在同一组所述腔室内,所述分流道(42)的第一电磁阀(51)与所述冷却通道(6)的第二电磁阀(52)信号连接,且同时启闭。
2.根据权利要求1所述的一种新能源汽车零件的注塑模具,其特征在于:所述主流道(41)的直径大于所述分流道(42)的直径。
3.根据权利要求1所述的一种新能源汽车零件的注塑模具,其特征在于:所述腔室的数量开设有六个,六个所述腔室呈两行三列的分布形式。
4.根据权利要求3所述的一种新能源汽车零件的注塑模具,其特征在于:每一所述冷却通道(6)均有两段通道依次经过同一行的三个所述腔室,以第一次经过同一行所述腔室的一段通道为所述冷却通道(6)的第一通道(61),以第二次经过同一行所述腔室的一段通道为所述冷却通道(6)的第二通道(62),所述冷却通道(6)的第一通道(61)位于同一行的所述腔室的内侧,第二通道(62)位于同一行的所述腔室的外侧;两条所述第一通道(61)内的冷却水的流动方向相反。
5.根据权利要求4所述的一种新能源汽车零件的注塑模具,其特征在于:两条所述冷却通道(6)的第一通道(61)之间连通有导热通道(7),所述导热通道(7)内滑动设置有导热棒(71),所述导热棒(71)的外壁贴合所述导热通道(7)的内壁。
6.根据权利要求5所述的一种新能源汽车零件的注塑模具,其特征在于:所述导热通道(7)和所述导热棒(71)设置多组。
7.根据权利要求6所述的一种新能源汽车零件的注塑模具,其特征在于:所述导热棒(71)选用铜棒。
8.根据权利要求6所述的一种新能源汽车零件的注塑模具,其特征在于:所述导热棒(71)选用铝棒。
9.根据权利要求6所述的一种新能源汽车零件的注塑模具,其特征在于:所述下模(2)包括第一块体(21)和第二块体(22),所述下模(2)由所述第一块体(21)和所述第二块体(22)上下拼接而成,所述冷却通道(6)和所述导热通道(7)的上半部分在所述第一块体(21)的底面进行加工,所述冷却通道(6)和所述导热通道(7)的下半部分在所述第二块体(22)的顶面进行加工。
10.根据权利要求6所述的一种新能源汽车零件的注塑模具,其特征在于:两条所述冷却通道(6)之间的第一通道(61)之间呈双螺旋结构。
技术总结
本发明涉及注塑模具技术领域,更具体地说,它涉及一种新能源汽车零件的注塑模具,包括上模和下模,上模与下模之间开设有腔室,上模开设有注塑流道,注塑流道包括一条主流道和连接于主流道的两条分流道,每条分流道分别对接半数的腔室,两条分流道均设置有第一电磁阀;下模连接有冷却系统,冷却系统包括两条冷却通道,每条冷却通道环绕半数的腔室,两条冷却通道内均设置有第二电磁阀;连通同一分流道以及被同一冷却通道环绕的多个腔室为同一组腔室,在同一组腔室内,分流道的第一电磁阀与冷却通道的第二电磁阀信号连接,且同时启闭,本发明能够使得模具内的冷却系统能够根据腔室的开放比例来进行同步调节,避免存在冷却效果过剩的问题。
技术研发人员:江友飞,周建军,刘勇
受保护的技术使用者:江门市君盛实业有限公司
技术研发日:
技术公布日:2024/10/14
- 还没有人留言评论。精彩留言会获得点赞!