一种用于家电组件自动化生产的注塑模具的制作方法
本发明涉及注射成型设备领域,具体地说是一种用于家电组件自动化生产的注塑模具。
背景技术:
1、注塑模具是用于塑料注塑成型的模具,塑料先在注塑机的加热料筒中受热熔融,然后在注塑机螺杆或活塞的推动下,经喷嘴和模具的浇注系统进入模具型腔,最后在型腔中硬化定型。对于一些塑料制品的家电组件,有时需要将两部分通过螺纹连接,如手持吸尘器手柄和吸头本体的连接,塑料材质不能达到强度要求,容易出现开裂松动。解决办法是在塑料件注塑时,将金属螺母预埋到注塑模具中,注塑完成后,金属螺母嵌入到塑料组件中,从而达到提高强度和耐用性的目的。
2、公告号为cn216127619u的专利中公开了一种具有螺母预埋功能的注塑模具,包括下模、固定在下模四周的定位柱、滑动在定位柱外部的上模和设置在上模和下模之间的传动机构,所述上模的顶部四个拐角处均具有螺母支撑机构,所述螺母支撑机构包括通过螺纹旋合贯穿上模的螺杆,所述螺杆的延伸段外部通过螺纹旋合连接有预埋螺母,所述上模的顶部具有电驱动机构,所述电驱动机构用于驱动螺母支撑机构的螺杆转动与预埋螺母分离。通过螺母支撑机构的螺杆对预埋螺母进行支撑固定,通过电驱动机构带动驱动螺母支撑机构的螺杆转动至与预埋螺母分离,通过在塑料外壳注塑的同时完成对螺母的预埋植入。
3、上述注塑模具在使用时,还需要人工手动将螺母旋合至多个螺杆的底部,自动化程度低,在人工安装螺母时,注塑机处于待机状态,产出效率低,同时增加了工人的劳动强度。
技术实现思路
1、本发明的目的是提供一种用于家电组件自动化生产的注塑模具,能够实现连续自动地将金属螺母安装到模具中,同时尽可能少的使用外部动力源,如电机、气缸等,利用模具本身的移动来提供动力,完成自动上料动作。
2、为解决上述技术问题,本发明采用的技术方案为:
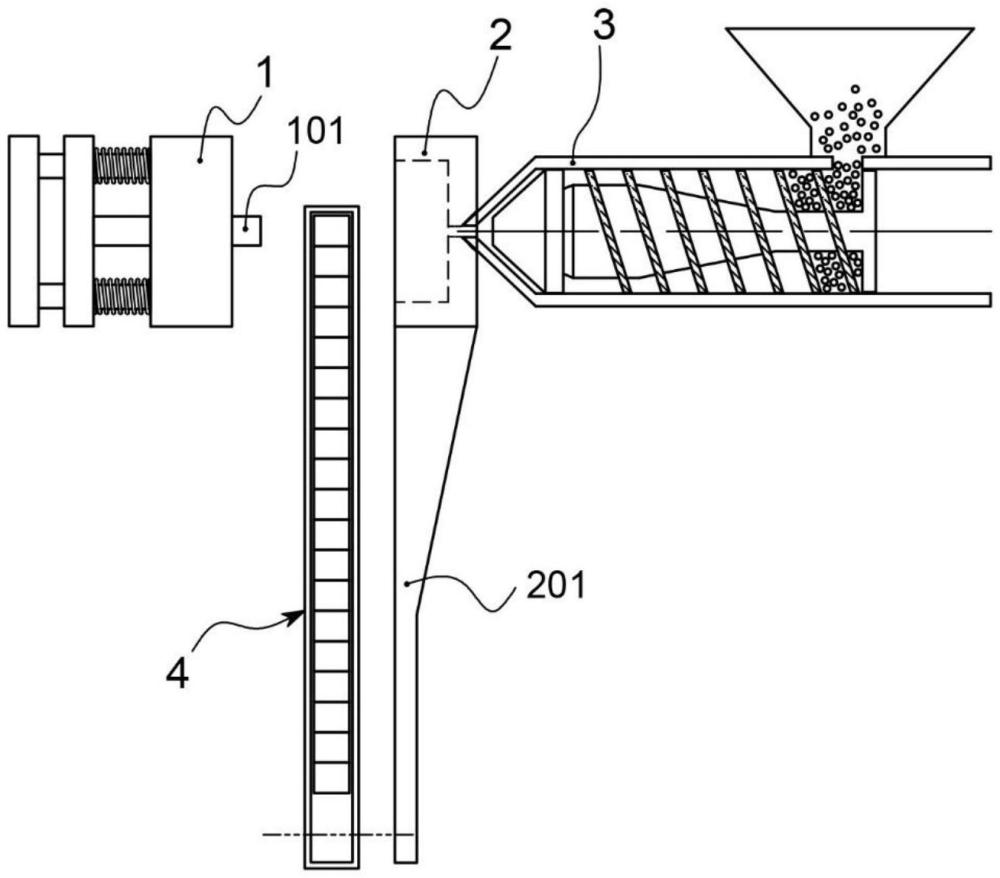
3、一种用于家电组件自动化生产的注塑模具,包括动模和静模,所述静模连接射出机,在所述动模上设置有轴芯,还包括上料机构,所述上料机构通过支架与静模固定连接,所述上料机构与支架之间铰接,所述上料机构包括固定座、定位块和储料滑槽,所述储料滑槽与固定座之间通过第一转轴连接,储料滑槽连接驱动机构,在固定座上设置有定位块,限制储料滑槽的摆动角度,多个柱形螺母预先装入在储料滑槽中,依靠重力或尾部的弹簧力作用,使其滑动到带有豁口的头部。
4、其工作原理如下,合模过程中,储料滑槽头部向上摆动,直到与定位块接触,此时头部的柱形螺母与轴芯同心,轴芯移动插入到头部的柱形螺母中,之后,储料滑槽向下摆动,直到避开合模位置,避免与模具本体发生干涉,位于头部的柱形螺母从储料滑槽的豁口中脱出,剩余的柱形螺母向头部滑动一个仓位,上料动作完成。下一次合模时,重复上述过程,上料机构能够有效地提高生产效率。
5、进一步,上述方案中轴芯与柱形螺母的结合方式为直插,优点是上料和脱模过程简单,缺点是连接稳定性不佳,且螺母需要尾部需要封闭,已避免注塑时,溶液流入到螺纹缝隙中。另一种方案是轴芯与柱形螺母通过旋转的方式来实现螺纹结合,需要轴芯连接驱动电机或通过联动机构来实现正反向转动,其工作方式在现有技术中普遍应用,此处不再赘述,相应的在上料机构上也需要做出进一步改进,来保证轴芯与柱形螺母旋转结合时,柱形螺母能够保持不动,并对位置的精度有一定要求,因此给柱形螺母提供一个夹紧机构是必要的。
6、所述夹紧机构包括第一连杆、第二连杆、第一滑块、第二滑块、第三连杆、摆杆和压紧部,所述摆杆通过固定架与储料滑槽铰接固定,在摆杆的头部为压紧部,尾部与第三连杆铰接,第三连杆与第二滑块铰接,第二滑块与第一滑块之间滑动连接,并限制两者间的最大间距,并且之间设置有压簧,第二滑块和第三连杆均设置在滑轨上,可沿滑轨滑动,第一滑块尾部设置有复位拉簧,并且第一滑块与第二连杆铰接,同时第二连杆与第一连杆铰接,第一连杆的另一端储料滑槽上的固定铰接点连接。
7、其工作原理如下,在初始位时,在复位拉簧的作用下,摆杆处于打开状态,当驱动机构推动第一连杆和第二连杆的铰接点向上运动时,首先推动储料滑槽围绕第一转轴向上摆动,直到与定位块接触,此时储料滑槽停止运动,驱动机构继续推动,则通过第一连杆和第二连杆,带动第一滑块克服复位拉簧的拉力向前移动,第一滑块通过压簧推动第二滑块向前移动,第二滑块通过第三连杆推动摆杆翻转,使得压紧部扣合在柱形螺母上,驱动机构继续推进,压簧被压缩,其作用力被施加到压紧部上,从而柱形螺母被压紧固定,此时,当轴芯动作,与柱形螺母结合,之后驱动机构收回,动作相反,摆杆带动压紧部展开,并且储料滑槽复位,位于头部的柱形螺母留在轴芯上,后方的柱形螺母自动填充,单次上料过程完毕,等待下一次上料。
8、进一步,所述驱动机构为联动驱动机构,通过连杆与上料机构连接,借助注塑机动模的运动来触发动作。
9、本发明的有益效果在于:
10、一、上料机构能够有效地提高生产效率。
11、二、所述夹紧机构能够在夹紧过程中,对柱形螺母进行定位,从而保证其位置精度,并且通过弹簧力将柱形螺母压紧固定,能够有效提高轴芯与柱形螺母结合动作的稳定性。
12、三、夹紧机构以及驱动机构均采用机械联动,不需要额外的动力单元,借助注塑机动模的运动来触发抬臂、夹紧锁定、等待、解除锁定、收臂动作,纯机械控制,动作速度快,稳定性强。
技术特征:
1.一种用于家电组件自动化生产的注塑模具,包括动模(1)和静模(2),所述静模(2)连接射出机(3),在所述动模(1)上设置有轴芯(101),其特征在于:还包括上料机构(4),所述上料机构(4)通过支架(201)与静模(2)固定连接,所述上料机构(4)与支架(201)之间铰接,所述上料机构(4)包括固定座(401)、定位块(403)和储料滑槽(404),所述储料滑槽(404)与固定座(401)之间通过第一转轴(402)连接,储料滑槽(404)连接驱动机构,在固定座(401)上设置有定位块(403)。
2.根据权利要求1所述的用于家电组件自动化生产的注塑模具,其特征在于:所述驱动机构为电动推杆(6)。
3.根据权利要求1所述的用于家电组件自动化生产的注塑模具,其特征在于:所述驱动机构为联动驱动机构(7)。
4.根据权利要求3所述的用于家电组件自动化生产的注塑模具,其特征在于:还包括夹紧机构(7),所述夹紧机构(7)包括第一连杆(701)、第二连杆(702)、第一滑块(703)、第二滑块(704)、第三连杆(705)、摆杆(706)和压紧部(707),所述摆杆(706)通过固定架(711)与储料滑槽(404)铰接固定,在摆杆(706)的头部为压紧部(707),尾部与第三连杆(705)铰接,第三连杆(705)与第二滑块(704)铰接,第二滑块(704)与第一滑块(703)之间滑动连接,并限制两者间的最大间距,并且之间设置有压簧(710),第二滑块(704)和第三连杆(705)均设置在滑轨(708)上,可沿滑轨(708)滑动,第一滑块(703)尾部设置有复位拉簧(709),并且第一滑块(703)与第二连杆(702)铰接,同时第二连杆(702)与第一连杆(701)铰接,第一连杆(701)的另一端储料滑槽(404)上的固定铰接点连接。
5.根据权利要求4所述的用于家电组件自动化生产的注塑模具,其特征在于:所述联动驱动机构(8)包括内套筒(811)、外套筒(801)、摆臂(802)、推杆(804)、拨销(809)和凸轮片(808),所述内套筒(811)端部为用于固定的法兰座(803),推杆(804)设置在内套筒(811)内部,在内套筒(811)侧面设置有滑槽,推杆(804)上的拨销(809)在滑槽内滑动,在推杆(804)头部为压头(805),推杆(804)尾部为复位弹簧(806),在外套筒(801)与内套筒(811)同轴线设置,两者之间设置有轴承(807),在外套筒(801)内侧壁固定连接有凸轮片(808),拨销(809)与凸轮片(808)外侧导向面接触。
6.根据权利要求5所述的用于家电组件自动化生产的注塑模具,其特征在于:在摆臂(802)上设置有两个平衡弹簧(810)。
7.根据权利要求6所述的用于家电组件自动化生产的注塑模具,其特征在于:所述凸轮片(808)包括提升部(8081)、保持部(8082)、释放部(8083)、回退部(8084)和止逆部(8085)。
技术总结
本发明公开了一种用于家电组件自动化生产的注塑模具,包括在模具本体上设置有上料机构、夹紧机构和驱动机构,所述上料机构包括一个可摆动的储料滑槽,柱形螺母预先装入在储料滑槽中,上料机构连接夹紧机构和驱动机构,夹紧机构能够在夹紧过程中,对柱形螺母进行定位,夹紧机构以及驱动机构均采用机械联动,不需要额外的动力单元,借助注塑机动模的运动来触发抬臂、夹紧锁定、等待、解除锁定、收臂动作,纯机械控制,动作速度快,稳定性强,自动上料机构能够有效地提高注塑生产效率,降低工人的劳动强度。
技术研发人员:黄志刚
受保护的技术使用者:中山市洁克电器有限公司
技术研发日:
技术公布日:2024/10/10
- 还没有人留言评论。精彩留言会获得点赞!