一种高精度注塑件模具及其使用方法
本发明涉及注塑件模具相关,尤其是一种高精度注塑件模具及其使用方法。
背景技术:
1、模具是工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具,简而言之,模具是用来制作成型物品的工具。注塑模具是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的设备,注塑模具广泛用于工程塑料、橡胶、陶瓷等制品的压塑或注塑的成形加工中,注塑模具具有特定的轮廓或内腔形状,应用内腔形状可使坯料获得相应的立体形状。
2、现有的注塑模具采用定位导柱将模具的前模仁和后模仁配合在一起,一旦配合后前模仁与后模仁之间无法相对移动,模具在使用一段时间之后会发生配合不齐的问题,此时无法对两个模仁之间进行调整,导致注塑产品形状变形,尺寸不精确等问题,为了解决这类问题,提出一种高精度注塑件模具及其使用方法。
技术实现思路
1、本发明提供了一种高精度注塑件模具及其使用方法,其解决了上述背景技术中的问题。
2、本发明解决其技术问题是采取以下技术方案实现的:
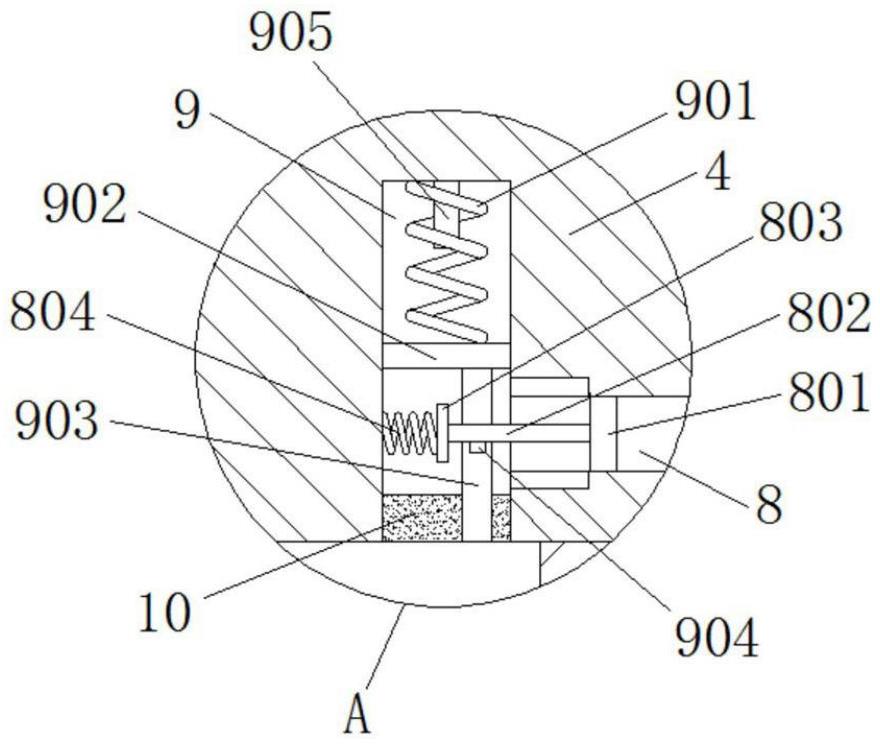
3、一种高精度注塑件模具,包括下固定座、隔离板、第一模芯固定板、第二模芯固定板、上固定座,隔离板固定安装在下固定座的顶部,第一模芯固定板固定安装在隔离板的顶部,第二模芯固定板固定安装在上固定座的底部,所述上固定座的中部固定套装有浇铸口,所述浇铸口的底端延伸至冷却水槽的底部,所述第二模芯固定板和第一模芯固定板的中部之间预留有注塑腔,所述第二模芯固定板底部的两侧、第一模芯固定板顶部的两侧分别开设有相对应的第二滑槽,所述第二滑槽的槽口处固定套装有分隔块,所述第二滑槽内腔的顶部设有第二弹簧,所述第二弹簧的底端固定连接有第二活塞板,所述第二活塞板与第二滑槽活动套接,且第二活塞板的外沿与第二滑槽的内壁贴合,所述第二活塞板底部的一侧固定连接有插杆,所述插杆的底端延伸至分隔块的底部,且插杆的底面与分隔块的底面齐平,所述插杆与分隔块活动套接,且插杆的外沿与分隔块的内壁贴合,所述第二模芯固定板和第一模芯固定板的两侧均开设有第一滑槽,且第一滑槽与第二滑槽相通,所述第一滑槽一侧的顶部和底部均开设有位于第二模芯固定板上的通孔,所述第一滑槽内活动套装有位于通孔处的第一活塞板,且第一活塞板的外沿与第一滑槽的内壁贴合。
4、优选的,所述第一活塞板侧面的中部固定连接有联动板,所述联动板的一端固定连接有位于第二滑槽内腔的挡板,且联动板的中部开设有位于挡板处的卡槽,且卡槽与插杆活动套接。
5、优选的,所述挡板的侧面固定连有第一弹簧,所述第一弹簧的一端与第二滑槽的内壁接触。
6、优选的,所述第一模芯固定板和第二模芯固定板的两侧均设有位于第一滑槽处的单向阀管。
7、优选的,所述第二模芯固定板内开设有位于浇铸口两侧的冷却水槽,且第二模芯固定板内的冷却水槽相通,所述第一模芯固定板内开设有位于注塑腔两侧及下方的冷却水槽,且第一模芯固定板内的冷却水槽相通。
8、优选的,所述卡槽的右侧宽度值大于其左侧宽度值,插杆上固定连接有位于联动板底部的两个挡块,两个所述挡块外沿的间距值大于卡槽左侧的宽度值,且两个挡块外沿的间距值小于卡槽右侧的宽度值。
9、优选的,所述第二滑槽内腔的顶部固定连接有限位轴,且限位轴的高度值大于分隔块的高度值。
10、一种高精度注塑件模具及其使用方法,包括步骤如下:
11、s1:控制第一模芯固定板与第二模芯固定板贴合进行合模;
12、s2:由浇铸口向注塑腔内注入熔融的原料,至熔料填满注塑腔;
13、s3:停止熔料注塑后,通过冷却水槽注入循环的冷却水进行快速散热;
14、s4:待熔料冷却后,控制第一模芯固定板与第二模芯固定板分离,并对粘附在第一模芯固定板或第二模芯固定板上的模具进行注水脱模。
15、本发明的优点和积极效果是:通过第一模芯固定板和第二模芯固定板内相通的第一滑槽和第二滑槽的结构设计,在进行脱模时,通过向第一滑槽内注入水增压,使得第一活塞板至通孔处,使得第二滑槽内的水压增大,第二活塞板带动插杆上移,与分隔块脱离,注入的水通过分隔块直接作用于粘附在第二模芯固定板上的模具,使得模具与第二模芯固定板分离,相较于现有常规顶针顶出模具的方式来说,避免了顶针对模具的表面造成损伤,影响模具质量的问题,同时,在注塑时,插杆与分隔块封堵第二滑槽,不会影响到注塑腔的密封效果,确保模具注塑时的质量不受影响。
技术特征:
1.一种高精度注塑件模具,包括下固定座(1)、隔离板(2)、第一模芯固定板(3)、第二模芯固定板(4)、上固定座(5),所述隔离板(2)固定安装在下固定座(1)的顶部,所述第一模芯固定板(3)固定安装在隔离板(2)的顶部,所述第二模芯固定板(4)固定安装在上固定座(5)的底部,其特征在于:所述上固定座(5)的中部固定套装有浇铸口(6),所述浇铸口(6)的底端延伸至冷却水槽(7)的底部,所述第二模芯固定板(4)和所述第一模芯固定板(3)的中部之间预留有注塑腔,所述第二模芯固定板(4)底部的两侧、第一模芯固定板(3)顶部的两侧分别开设有相对应的第二滑槽(9),所述第二滑槽(9)的槽口处固定套装有分隔块(10),所述第二滑槽(9)内腔的顶部设有第二弹簧(901),所述第二弹簧(901)的底端固定连接有第二活塞板(902),所述第二活塞板(902)与第二滑槽(9)活动套接,且第二活塞板(902)的外沿与第二滑槽(9)的内壁贴合,所述第二活塞板(902)底部的一侧固定连接有插杆(903),所述插杆(903)的底端延伸至分隔块(10)的底部,且插杆(903)的底面与分隔块(10)的底面齐平,所述插杆(903)与分隔块(10)活动套接,且插杆(903)的外沿与分隔块(10)的内壁贴合,所述第二模芯固定板(4)和第一模芯固定板(3)的两侧均开设有第一滑槽(8),且第一滑槽(8)与第二滑槽(9)相通,所述第一滑槽(8)一侧的顶部和底部均开设有位于第二模芯固定板(4)上的通孔,所述第一滑槽(8)内活动套装有位于通孔处的第一活塞板(801),且第一活塞板(801)的外沿与第一滑槽(8)的内壁贴合。
2.根据权利要求1所述的一种高精度注塑件模具,其特征在于:所述第一活塞板(801)侧面的中部固定连接有联动板(802),所述联动板(802)的一端固定连接有位于第二滑槽(9)内腔的挡板(803),且联动板(802)的中部开设有位于挡板(803)处的卡槽(8021),且卡槽(8021)与插杆(903)活动套接。
3.根据权利要求2所述的一种高精度注塑件模具,其特征在于:所述挡板(803)的侧面固定连有第一弹簧(804),所述第一弹簧(804)的一端与第二滑槽(9)的内壁接触。
4.根据权利要求3所述的一种高精度注塑件模具,其特征在于:所述第一模芯固定板(3)和第二模芯固定板(4)的两侧均设有位于第一滑槽(8)处的单向阀管。
5.根据权利要求2所述的一种高精度注塑件模具,其特征在于:所述第二模芯固定板(4)内开设有位于浇铸口(6)两侧的冷却水槽(7),且第二模芯固定板(4)内的冷却水槽(7)相通,所述第一模芯固定板(3)内开设有位于注塑腔两侧及下方的冷却水槽(7),且第一模芯固定板(3)内的冷却水槽(7)相通。
6.根据权利要求2所述的一种高精度注塑件模具,其特征在于:所述卡槽(8021)的右侧宽度值大于其左侧宽度值,插杆(903)上固定连接有位于联动板(802)底部的两个挡块(904),两个所述挡块(904)外沿的间距值大于卡槽(8021)左侧的宽度值,且两个挡块(904)外沿的间距值小于卡槽(8021)右侧的宽度值。
7.根据权利要求1所述的一种高精度注塑件模具,其特征在于:所述第二滑槽(9)内腔的顶部固定连接有限位轴(905),且限位轴(905)的高度值大于分隔块(10)的高度值。
8.根据权利要求1~7任意一项所述的高精度注塑件模具使用方法,其特征在于:包括步骤如下:
技术总结
本发明涉及注塑件模具相关技术领域,公开了一种高精度注塑件模具及其使用方法,本发明包括下固定座。本发明通过第一模芯固定板和第二模芯固定板内相通的第一滑槽和第二滑槽的结构设计,在进行脱模时,通过向第一滑槽内注入水增压,使得第一活塞板至通孔处,使得第二滑槽内的水压增大,第二活塞板带动插杆上移,与分隔块脱离,注入的水通过分隔块直接作用于粘附在第二模芯固定板上的模具,使得模具与第二模芯固定板分离,相较于现有常规顶针顶出模具的方式来说,避免了顶针对模具的表面造成损伤,影响模具质量的问题,同时,在注塑时,插杆与分隔块封堵第二滑槽,不会影响到注塑腔的密封效果,确保模具注塑时的质量不受影响。
技术研发人员:娄骏彬,徐杨,杨超,纪兰香
受保护的技术使用者:嘉兴大学
技术研发日:
技术公布日:2024/12/17
- 还没有人留言评论。精彩留言会获得点赞!