一种具有嵌件防撞检测的模具的制作方法
本发明涉及注塑模具产品加工,具体涉及一种具有嵌件防撞检测的模具。
背景技术:
1、众所周知,注塑模具是目前工业生产过程中应用极为普遍的一种模具,主要由定模、动模、顶出机构组成,定模与动模之间能够合模,内部往往具有特定的轮廓或内腔形状,应用内腔形状可使坯料获得相应的立体形状,用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品。
2、目前有的产品应生产需求包含有多个嵌件,其对应的注塑模具的使用状态则呈水平开合放置,由于其结构本身设计的特殊性,金属嵌件在机械手自动化放置过程中,由于其安装方向与其自身的重力方向垂直,可能会因为嵌件自身重力的影响而放置不到位、安装不到底,此时模具合模就容易发生撞模等问题,容易损坏模具的同时还影响整体生产效率,致使注塑成型的产品无法满足具体的生产需求,影响生产质量。
技术实现思路
1、本发明的目的是为了解决上述现有背景技术存在的不足,提供一种具有嵌件防撞检测的模具,在嵌件安装位置对应设置传感器以检测嵌件是否安装到位,避免撞模。
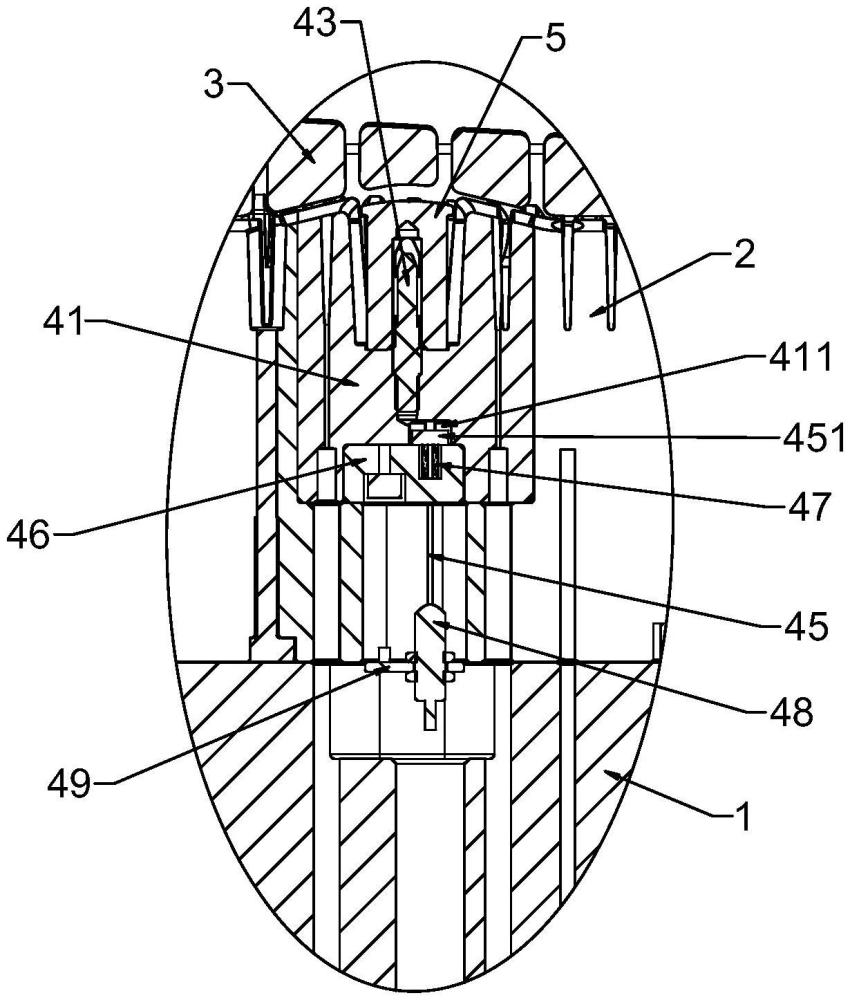
2、为解决上述技术问题,本发明采用的技术方案是:一种具有嵌件防撞检测的模具,包括定模和动模,所述动模侧设有注塑型芯以及注塑滑块,能够与定模合模形成注塑产品成型腔。其中注塑型芯上设有多个与嵌件安装相对应的嵌件检测防撞机构,每个所述嵌件检测防撞机构均包括与注塑型芯可拆卸连接固定的独立嵌件型芯块、嵌件支撑柱、磁铁、弹针、弹簧以及嵌件检测传感器,每个嵌件型芯块的产品成型侧均设有嵌件放置腔,所述嵌件支撑柱固定安装于嵌件放置腔的底部中心位置,所述嵌件放置腔的底部还设有环嵌件支撑柱一周的安装孔,其中一个安装孔内固定安装有贯穿的滑动套,其余安装孔内均固定安装有磁铁;所述嵌件型芯块正对嵌件放置腔的底部设有向内凹陷的滑动腔,所述弹针通过固定块安装于滑动腔内,弹针的上端穿过滑动套、下端穿过固定块,且弹针上设有限位块;所述弹簧套装于弹针上,其一端抵在弹针限位块底部,另一端抵在固定块的弹簧安装腔内;所述注塑型芯上对应嵌件安装位置处设有传感器安装腔,上述嵌件检测传感器通过传感器固定压板安装在传感器安装腔的底部,上述弹针的下端正对嵌件检测传感器并能够与之接触开合,嵌件检测传感器通过线路连接至注塑机的控制系统。
3、进一步地,所述嵌件型芯块与注塑型芯之间通过沉头螺栓固定连接,两者之间紧密贴合;所述嵌件型芯块的形状各异,以适配不同位置的嵌件安装。
4、进一步地,所述嵌件支撑柱的外直径小于待安装嵌件的内直径,嵌件支撑柱的伸出长度小于待安装嵌件的内腔深度。
5、进一步地,所述磁铁均过盈配合固定安装于对应的安装孔中,磁铁对待安装嵌件的磁吸力大于上述弹簧作用于弹针的弹力。
6、进一步地,所述弹针上限位块呈圆柱状,其外直径大于弹针的直径且小于上述滑动腔的内径;所述限位块置于滑动套与固定块之间。
7、进一步地,所述滑动腔的深度大于弹针上限位块的厚度,弹针在弹簧弹力的作用下能够从滑动套中伸出至嵌件放置腔内;当弹针被待安装嵌件压回时,限位块与滑动腔的顶端之间留有间隙。
8、进一步地,多个所述嵌件检测传感器通过线路相互串联,并通过线路信号连接至注塑机的控制系统。
9、进一步地,待安装嵌件放入前或未放置到位时,弹针受到弹簧弹力,弹出,此时弹针脱离嵌件检测传感器,信号感应断开,不能进行合模;当待安装嵌件放入后或放置到位后,待安装嵌件在磁铁的磁吸力作用下,将弹针压到底,此时弹针碰触嵌件检测传感器,将信号传递给嵌件检测传感器,注塑机接收到复位信号,开始合模。
10、进一步地,只有当全部待安装嵌件放置到位后,方可进行合模动作;只要有一个未放置到位,注塑机即刻做出示警,示出未接收到信号的位置,工人进行人工检查修复。
11、与现有技术相比,本发明具有以下有益效果:本发明结构简单,设计合理,能够借用弹簧力、磁力以及与传感器的搭配使用,检测嵌件是否安装到位,保证金属嵌件准确放入之后才开始合模,有效避免嵌件撞模,减少维护成本,提升模具的使用寿命。
技术特征:
1.一种具有嵌件防撞检测的模具,包括定模和动模,其特征在于:所述动模侧设有注塑型芯以及注塑滑块,能够与定模合模形成注塑产品成型腔,其中注塑型芯上设有多个与嵌件安装相对应的嵌件检测防撞机构,每个所述嵌件检测防撞机构均包括与注塑型芯可拆卸连接固定的独立嵌件型芯块、嵌件支撑柱、磁铁、弹针、弹簧以及嵌件检测传感器,每个嵌件型芯块的产品成型侧均设有嵌件放置腔,所述嵌件支撑柱固定安装于嵌件放置腔的底部中心位置,所述嵌件放置腔的底部还设有环嵌件支撑柱一周的安装孔,其中一个安装孔内固定安装有贯穿的滑动套,其余安装孔内均固定安装有磁铁;所述嵌件型芯块正对嵌件放置腔的底部设有向内凹陷的滑动腔,所述弹针通过固定块安装于滑动腔内,弹针的上端穿过滑动套、下端穿过固定块,且弹针上设有限位块;所述弹簧套装于弹针上,其一端抵在弹针限位块底部,另一端抵在固定块的弹簧安装腔内;所述注塑型芯上对应嵌件安装位置处设有传感器安装腔,上述嵌件检测传感器通过传感器固定压板安装在传感器安装腔的底部,上述弹针的下端正对嵌件检测传感器并能够与之接触开合,嵌件检测传感器通过线路连接至注塑机的控制系统。
2.根据权利要求1所述的一种具有嵌件防撞检测的模具,其特征在于:所述嵌件型芯块与注塑型芯之间通过沉头螺栓固定连接,两者之间紧密贴合;所述嵌件型芯块的形状各异,以适配不同位置的嵌件安装。
3.根据权利要求1所述的一种具有嵌件防撞检测的模具,其特征在于:所述嵌件支撑柱的外直径小于待安装嵌件的内直径,嵌件支撑柱的伸出长度小于待安装嵌件的内腔深度。
4.根据权利要求1所述的一种具有嵌件防撞检测的模具,其特征在于:所述磁铁均过盈配合固定安装于对应的安装孔中,磁铁对待安装嵌件的磁吸力大于上述弹簧作用于弹针的弹力。
5.根据权利要求1所述的一种具有嵌件防撞检测的模具,其特征在于:所述弹针上限位块呈圆柱状,其外直径大于弹针的直径且小于上述滑动腔的内径;所述限位块置于滑动套与固定块之间。
6.根据权利要求5所述的一种具有嵌件防撞检测的模具,其特征在于:所述滑动腔的深度大于弹针上限位块的厚度,弹针在弹簧弹力的作用下能够从滑动套中伸出至嵌件放置腔内;当弹针被待安装嵌件压回时,限位块与滑动腔的顶端之间留有间隙。
7.根据权利要求1所述的一种具有嵌件防撞检测的模具,其特征在于:多个所述嵌件检测传感器通过线路相互串联,并通过线路信号连接至注塑机的控制系统。
8.根据权利要求7所述的一种具有嵌件防撞检测的模具,其特征在于:待安装嵌件放入前或未放置到位时,弹针受到弹簧弹力,弹出,此时弹针脱离嵌件检测传感器,信号感应断开,不能进行合模;
9.根据权利要求8所述的一种具有嵌件防撞检测的模具,其特征在于:只有当全部待安装嵌件放置到位后,方可进行合模动作;只要有一个未放置到位,注塑机即刻做出示警,示出未接收到信号的位置,工人进行人工检查修复。
技术总结
本发明公开了一种具有嵌件防撞检测的模具,包括定模和动模,动模上设有注塑型芯和注塑滑块,注塑型芯上设有多个与嵌件安装相对应的嵌件检测防撞机构,每个嵌件检测防撞机构均包括嵌件型芯块,嵌件型芯块上设有嵌件放置腔,嵌件放置腔的底部中心安装有嵌件支撑柱,且在嵌件放置腔的底部安装有环嵌件支撑柱一周的磁铁;弹针通过固定块从下往上滑动安装于嵌件型芯块上,并能够通过套装于其上的弹簧弹出至嵌件放置腔内;嵌件检测传感器安装于弹针正下方的注塑型芯上,能够与弹针接触分离,形成信号传输。本发明结构简单,设计合理,借用弹簧力、磁力以及与传感器的搭配使用,能够检测金属嵌件是否安装到位,有效避免嵌件撞模,提升模具的使用寿命。
技术研发人员:王纪学,王洪波,刘川东,隋学浩,吴法辉,李方方,王健
受保护的技术使用者:青岛海泰科模具有限公司
技术研发日:
技术公布日:2024/11/11
- 还没有人留言评论。精彩留言会获得点赞!