一种八轴五联动复合加工快速成型系统
本发明涉及3d模型打印,特别是涉及一种八轴五联动复合加工快速成型系统。
背景技术:
1、目前,3d模型打印技术日益成熟,但3d模型打印技术仍存在精度不足等问题,特别是对于用喷嘴喷涂打印物料的方式,仍然无法控制喷涂量均匀稳定,导致打印出来的3d模型存在瑕疵。对高精度零件的加工和质量控制仍是目前3d模型打印技术的挑战。
技术实现思路
1、本发明要解决的技术问题是:3d模型打印无法控制喷涂量均匀稳定。
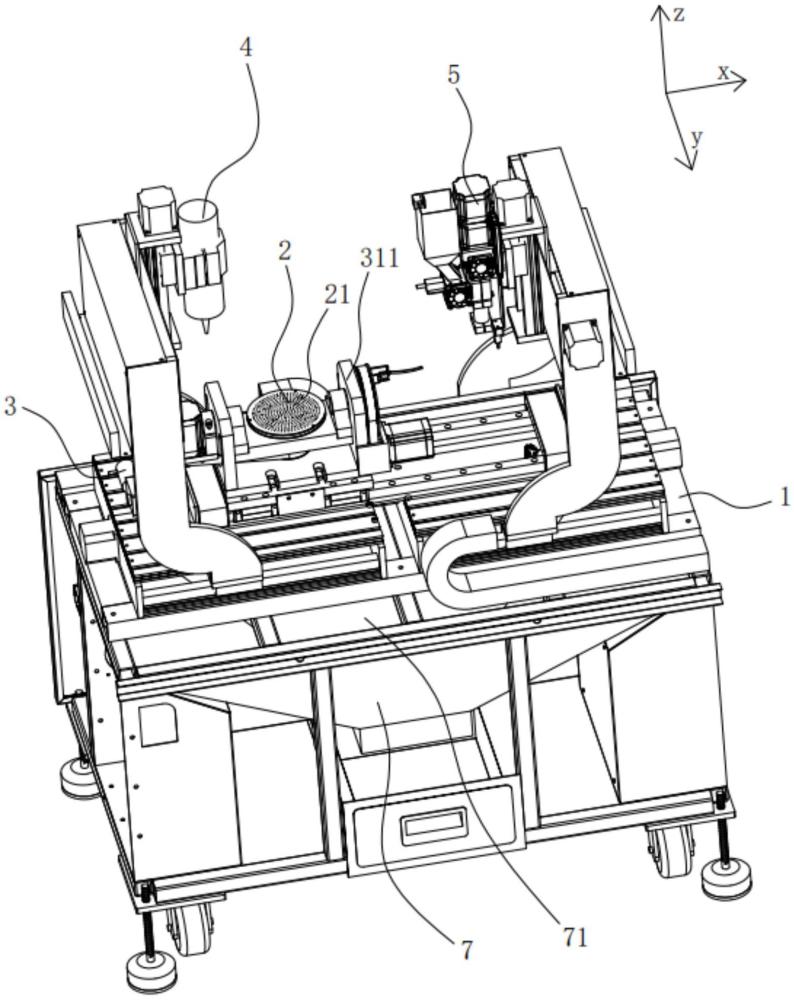
2、为了解决上述技术问题,本发明提供了一种八轴五联动复合加工快速成型系统,其包括底座、加工平台、移动模块、减材模块以及增材模块;所述加工平台位于所述底座上方;所述移动模块安装于所述底座,所述加工平台安装于所述移动模块,所述移动模块用于带动所述加工平台移动;所述减材模块安装于所述移动模块,所述移动模块带动所述减材模块向所述加工平台移动,或所述加工平台向所述减材模块移动;所述减材模块用于消除模型多余的材料;所述增材模块安装于所述移动模块,所述移动模块带动所述减增材模块向所述加工平台移动,或所述加工平台向所述增材模块移动;所述增材模块包括料仓、旋转机构、出料管、螺杆和喷嘴,所述料仓与所述出料管相连通,所述料仓用于向所述出料管输送物料,所述出料管沿竖直方向延伸,所述螺杆位于所述出料管内,所述旋转机构与所述螺杆相连且驱动所述螺杆旋转,所述喷嘴与所述出料管的底端相连通,所述喷嘴用于在所述加工平台上打印模型。
3、进一步地,所述增材模块还包括第一散热机构,所述第一散热机构包括第一散热件,所述旋转机构位于所述料仓与所述出料管连接处的上方,所述第一散热件位于所述料仓与所述出料管连接处的上方,所述第一散热件位于所述旋转机构的下方,所述第一散热件抵于所述旋转机构,所述第一散热件用于对所述旋转机构散热。
4、进一步地,所述增材模块还包括第二散热机构,所述第二散热机构包括第二散热件,所述第二散热件安装于所述料仓与所述出料管连接处,所述第二散热件用于对所述料仓与所述出料管连接处散热。
5、进一步地,所述增材模块还包括加热铝块模组,所述加热铝块模组安装于所述出料管,所述加热铝块模组位于所述第二散热机构和所述喷嘴之间,所述加热铝块模组用于加热所述喷嘴输出的物料。
6、进一步地,所述移动模块包括摇篮底座、第一导轨和第一驱动机构,所述第一导轨和所述第一驱动机构安装于所述底座,所述第一导轨沿x轴延伸,所述摇篮底座安装于所述第一导轨,所述第一驱动机构与所述摇篮底座相连且驱动所述摇篮底座沿所述第一导轨滑动。
7、进一步地,所述移动模块还包括第一安装架、第一平移机构和第一升降机构,所述第一安装架安装于所述底座,所述第一平移机构安装于所述第一安装架,第一升降机构安装于所述第一平移机构,所述第一平移机构驱动所述第一升降机构沿y轴平移,所述增材模块安装于所述第一升降机构,所述第一升降机构驱动所述增材模块升降。
8、进一步地,所述移动模块还包括第二安装架、第二平移机构和第二升降机构,所述第二安装架安装于所述底座,所述第二平移机构安装于所述第二安装架,第二升降机构安装于所述第二平移机构,所述第二平移机构驱动所述第二升降机构沿y轴平移,所述减材模块安装于所述第二升降机构,所述第二升降机构驱动所述减材模块升降。
9、进一步地,所述移动模块还包括第二驱动机构、摇篮和第三驱动机构;所述第二驱动机构固定于所述摇篮底座,所述摇篮铰接于所述摇篮底座,所述第二驱动机构与所述摇篮相连且驱动所述摇篮摇晃;所述第三驱动机构固定于所述摇篮,所述加工平台铰接于所述摇篮,所述第三驱动机构与所述加工平台相连且驱动所述加工平台自转。
10、进一步地,所述八轴五联动复合加工快速成型系统还包括调平模块,所述调平模块安装于所述移动模块,所述调平模块用于检测所述加工平台上的模型表面的平整度和高低差,所述减材模块根据所述调平模块检测的数据消除模型多余的材料,所述增材模块根据所述调平模块检测的数据对模型增加物料。
11、进一步地,所述八轴五联动复合加工快速成型系统还包括废料仓,所述废料仓位于所述加工平台的下方,所述废料仓设有收集口,所述收集口朝向所述加工平台。
12、本发明实施例一种八轴五联动复合加工快速成型系统与现有技术相比,其有益效果在于:通过在出料管内设置螺杆,利用旋转机构带动螺杆旋转,利用螺杆螺距相同的特性,使螺杆可以往喷嘴往均匀运输物料,喷嘴也可以往外均匀输出物料,确保增材模块打印模型时输出的物料量可以保持均匀,从而提高打印出来的模型的精度,提高模型产品的质量。
技术特征:
1.一种八轴五联动复合加工快速成型系统,其特征在于,包括:
2.根据权利要求1所述的八轴五联动复合加工快速成型系统,其特征在于:所述增材模块还包括第一散热机构,所述第一散热机构包括第一散热件,所述旋转机构位于所述料仓与所述出料管连接处的上方,所述第一散热件位于所述料仓与所述出料管连接处的上方,所述第一散热件位于所述旋转机构的下方,所述第一散热件抵于所述旋转机构,所述第一散热件用于对所述旋转机构散热。
3.根据权利要求1所述的八轴五联动复合加工快速成型系统,其特征在于:所述增材模块还包括第二散热机构,所述第二散热机构包括第二散热件,所述第二散热件安装于所述料仓与所述出料管连接处,所述第二散热件用于对所述料仓与所述出料管连接处散热。
4.根据权利要求3所述的八轴五联动复合加工快速成型系统,其特征在于:所述增材模块还包括加热铝块模组,所述加热铝块模组安装于所述出料管,所述加热铝块模组位于所述第二散热机构和所述喷嘴之间,所述加热铝块模组用于加热所述喷嘴输出的物料。
5.根据权利要求1所述的八轴五联动复合加工快速成型系统,其特征在于:所述移动模块包括摇篮底座、第一导轨和第一驱动机构,所述第一导轨和所述第一驱动机构安装于所述底座,所述第一导轨沿x轴延伸,所述摇篮底座安装于所述第一导轨,所述第一驱动机构与所述摇篮底座相连且驱动所述摇篮底座沿所述第一导轨滑动。
6.根据权利要求5所述的八轴五联动复合加工快速成型系统,其特征在于:所述移动模块还包括第一安装架、第一平移机构和第一升降机构,所述第一安装架安装于所述底座,所述第一平移机构安装于所述第一安装架,第一升降机构安装于所述第一平移机构,所述第一平移机构驱动所述第一升降机构沿y轴平移,所述增材模块安装于所述第一升降机构,所述第一升降机构驱动所述增材模块升降。
7.根据权利要求5所述的八轴五联动复合加工快速成型系统,其特征在于:所述移动模块还包括第二安装架、第二平移机构和第二升降机构,所述第二安装架安装于所述底座,所述第二平移机构安装于所述第二安装架,第二升降机构安装于所述第二平移机构,所述第二平移机构驱动所述第二升降机构沿y轴平移,所述减材模块安装于所述第二升降机构,所述第二升降机构驱动所述减材模块升降。
8.根据权利要求5所述的八轴五联动复合加工快速成型系统,其特征在于:所述移动模块还包括第二驱动机构、摇篮和第三驱动机构;所述第二驱动机构固定于所述摇篮底座,所述摇篮铰接于所述摇篮底座,所述第二驱动机构与所述摇篮相连且驱动所述摇篮摇晃;所述第三驱动机构固定于所述摇篮,所述加工平台铰接于所述摇篮,所述第三驱动机构与所述加工平台相连且驱动所述加工平台自转。
9.根据权利要求1所述的八轴五联动复合加工快速成型系统,其特征在于:还包括调平模块,所述调平模块安装于所述移动模块,所述调平模块用于检测所述加工平台上的模型表面的平整度和高低差,所述减材模块根据所述调平模块检测的数据消除模型多余的材料,所述增材模块根据所述调平模块检测的数据对模型增加物料。
10.根据权利要求1所述的八轴五联动复合加工快速成型系统,其特征在于:还包括废料仓,所述废料仓位于所述加工平台的下方,所述废料仓设有收集口,所述收集口朝向所述加工平台。
技术总结
本发明涉及3D模型打印技术领域,公开了一种八轴五联动复合加工快速成型系统,其包括底座、加工平台、移动模块、减材模块以及增材模块;加工平台位于底座上方;移动模块安装于底座,加工平台安装于移动模块,移动模块用于带动加工平台移动;减材模块安装于移动模块,减材模块用于消除模型多余的材料;增材模块安装于移动模块,增材模块包括料仓、旋转机构、出料管、螺杆和喷嘴,料仓与出料管相连通,料仓用于向出料管输送物料,出料管沿竖直方向延伸,螺杆位于出料管内,旋转机构与螺杆相连且驱动螺杆旋转,喷嘴与出料管的底端相连通,喷嘴用于在加工平台上打印模型。喷嘴可以均匀打印模型。
技术研发人员:刘松,张丽,刘旭,吴卫萍,林燕虹,陈凯集,李星威,林晓婷
受保护的技术使用者:广东松山职业技术学院
技术研发日:
技术公布日:2024/11/4
- 还没有人留言评论。精彩留言会获得点赞!