一种模具互换镶件自动顶出装置及方法与流程
本发明涉及互换镶件装入和取出装置,尤其涉及一种模具互换镶件自动顶出装置及方法。
背景技术:
1、对于需要匹配互换镶件的模具而言,需要先将互换镶件插装于模具内,然后在互换镶件上插装pin针,之后再合模注塑,以使pin针与工件注塑成型,其中互换镶件在装配和取出时一般采用机械手配合人工操作,不仅工作效率低下,而且不能保证对互换镶件可靠定位。
技术实现思路
1、本发明要解决的技术问题在于,针对现有技术的不足,提供一种能实现对镶件自动定位、无需人工操作、能自动将镶件顶出的模具互换镶件自动顶出装置及方法。
2、为解决上述技术问题,本发明采用如下技术方案。
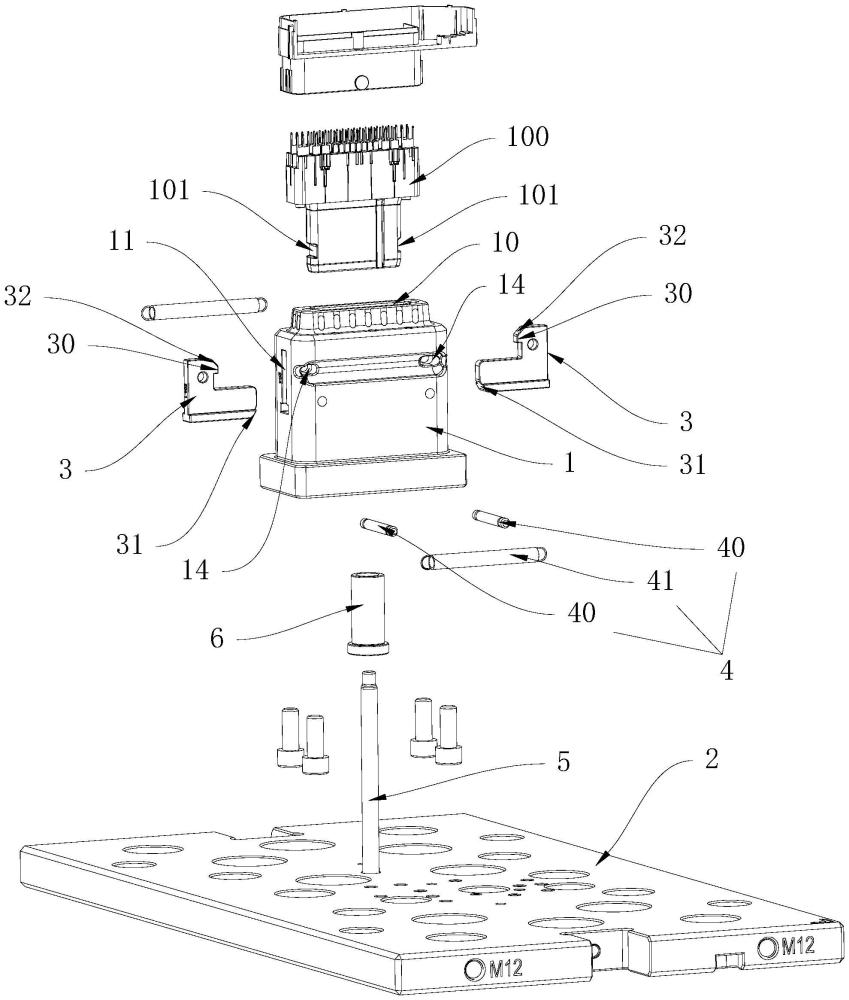
3、一种模具互换镶件自动顶出装置,其包括有镶件支座和升降驱动板,所述镶件支座的顶部开设有用于插入镶件的镶件容纳腔,所述镶件支座的左右两侧部分别开设有滑道,两个滑道均连通于所述镶件容纳腔,所述滑道内设有可左右滑动的限位滑块,两个限位滑块之间连接有弹性机构,所述弹性机构用于驱使两个限位滑块相互靠近,所述限位滑块的顶部形成有朝所述镶件容纳腔中心方向弯折的勾扣部,所述勾扣部用于勾扣所述镶件下端两侧的卡口,所述升降驱动板设于所述镶件支座的下方,所述升降驱动板上设有用于驱使两个限位滑块相对远离的驱动杆。
4、优选地,所述镶件支座的底部嵌设有滑套,所述驱动杆穿过所述滑套且二者滑动配合。
5、优选地,两个限位滑块相对一端的底部均形成有第一斜角部,当所述驱动杆上升时抵接两个第一斜角部,进而驱使两个限位滑块相对远离。
6、优选地,两个勾扣部相对一端的顶部均形成有第二斜角部,当所述镶件向下插入所述镶件容纳腔之内时,所述镶件的下端抵接两个第二斜角部,进而驱使两个限位滑块相对远离。
7、优选地,所述限位滑块的下端形成有沿横向凸出的滑轨,所述滑道的下端形成有沿横向凹陷的滑槽,所述滑轨设于所述滑槽内且二者滑动配合。
8、优选地,所述弹性机构包括有两个联动杆以及至少一个拉簧,所述镶件支座的至少一侧部开设有两个横向延伸的腰型槽,所述腰型槽与所述限位滑块一一对应,两个联动杆分别穿过两个腰型槽,且所述联动杆可相对所述腰型槽滑动,所述联动杆插接于所述限位滑块,所述拉簧连接于两个联动杆之间,借由所述拉簧施加的弹力驱使两个限位滑块相互靠近。
9、优选地,所述弹性机构包括有两个拉簧,两个拉簧对称设于所述镶件支座的两侧,所述镶件支座的前后两侧部各开设有两个腰型槽,所述联动杆的中间部穿过所述限位滑块,所述联动杆的两端部分别穿过前后相对的两个腰型槽。
10、优选地,所述镶件支座的前后两侧部均开设有横向容纳槽,两个拉簧分设于前后两个横向容纳槽内。
11、优选地,所述腰型槽开设于所述横向容纳槽的槽底。
12、一种模具互换镶件自动顶出方法,该方法基于以上所述的装置实现,所述方法包括:装配步骤,将所述镶件竖直插入所述镶件容纳腔内,通过驱使两个限位滑块相互远离,使所述镶件的下端插入两个限位滑块的勾扣部之间,且两个勾扣部分别勾扣于所述镶件下端两侧的卡口内;顶出步骤,利用所述升降驱动板驱使所述驱动杆上升,由所述驱动杆驱使两个限位滑块相对远离,并解除所述勾扣部与所述卡口之间的勾扣关系,所述驱动杆继续上升而将所述镶件从所述镶件容纳腔内顶出。
13、本发明公开的模具互换镶件自动顶出装置,在应用过程中涉及装配步骤和顶出步骤,在装配步骤中,先将带有pin针的所述镶件竖直插入所述镶件容纳腔内,之后驱使两个限位滑块相互远离,使所述镶件的下端插入两个限位滑块的勾扣部之间,再由两个勾扣部分别勾扣于所述镶件下端两侧的卡口内,之后使模具合模进行注塑,当工件与pin针注塑成型后开模并执行顶出步骤。在顶出步骤中,利用所述升降驱动板驱使所述驱动杆上升,由所述驱动杆驱使两个限位滑块相对远离,此时可解除所述勾扣部与所述卡口之间的勾扣关系,待所述驱动杆继续上升时可将所述镶件从所述镶件容纳腔内顶出。相比现有技术而言,本发明不仅能实现对镶件的自动插装定位和自动顶出,而且无需人工操作,既能保证镶件装配到位,又能提高工作效率。
技术特征:
1.一种模具互换镶件自动顶出装置,其特征在于,包括有镶件支座(1)和升降驱动板(2),所述镶件支座(1)的顶部开设有用于插入镶件(100)的镶件容纳腔(10),所述镶件支座(1)的左右两侧部分别开设有滑道(11),两个滑道(11)均连通于所述镶件容纳腔(10),所述滑道(11)内设有可左右滑动的限位滑块(3),两个限位滑块(3)之间连接有弹性机构(4),所述弹性机构(4)用于驱使两个限位滑块(3)相互靠近,所述限位滑块(3)的顶部形成有朝所述镶件容纳腔(10)中心方向弯折的勾扣部(30),所述勾扣部(30)用于勾扣所述镶件(100)下端两侧的卡口(101),所述升降驱动板(2)设于所述镶件支座(1)的下方,所述升降驱动板(2)上设有用于驱使两个限位滑块(3)相对远离的驱动杆(5)。
2.如权利要求1所述的模具互换镶件自动顶出装置,其特征在于,所述镶件支座(1)的底部嵌设有滑套(6),所述驱动杆(5)穿过所述滑套(6)且二者滑动配合。
3.如权利要求1所述的模具互换镶件自动顶出装置,其特征在于,两个限位滑块(3)相对一端的底部均形成有第一斜角部(31),当所述驱动杆(5)上升时抵接两个第一斜角部(31),进而驱使两个限位滑块(3)相对远离。
4.如权利要求1所述的模具互换镶件自动顶出装置,其特征在于,两个勾扣部(30)相对一端的顶部均形成有第二斜角部(32),当所述镶件(100)向下插入所述镶件容纳腔(10)之内时,所述镶件(100)的下端抵接两个第二斜角部(32),进而驱使两个限位滑块(3)相对远离。
5.如权利要求1所述的模具互换镶件自动顶出装置,其特征在于,所述限位滑块(3)的下端形成有沿横向凸出的滑轨(33),所述滑道(11)的下端形成有沿横向凹陷的滑槽(13),所述滑轨(33)设于所述滑槽(13)内且二者滑动配合。
6.如权利要求1所述的模具互换镶件自动顶出装置,其特征在于,所述弹性机构(4)包括有两个联动杆(40)以及至少一个拉簧(41),所述镶件支座(1)的至少一侧部开设有两个横向延伸的腰型槽(14),所述腰型槽(14)与所述限位滑块(3)一一对应,两个联动杆(40)分别穿过两个腰型槽(14),且所述联动杆(40)可相对所述腰型槽(14)滑动,所述联动杆(40)插接于所述限位滑块(3),所述拉簧(41)连接于两个联动杆(40)之间,借由所述拉簧(41)施加的弹力驱使两个限位滑块(3)相互靠近。
7.如权利要求6所述的模具互换镶件自动顶出装置,其特征在于,所述弹性机构(4)包括有两个拉簧(41),两个拉簧(41)对称设于所述镶件支座(1)的两侧,所述镶件支座(1)的前后两侧部各开设有两个腰型槽(14),所述联动杆(40)的中间部穿过所述限位滑块(3),所述联动杆(40)的两端部分别穿过前后相对的两个腰型槽(14)。
8.如权利要求7所述的模具互换镶件自动顶出装置,其特征在于,所述镶件支座(1)的前后两侧部均开设有横向容纳槽(15),两个拉簧(41)分设于前后两个横向容纳槽(15)内。
9.如权利要求8所述的模具互换镶件自动顶出装置,其特征在于,所述腰型槽(14)开设于所述横向容纳槽(15)的槽底。
10.一种模具互换镶件自动顶出方法,其特征在于,该方法基于权利要求1所述的装置实现,所述方法包括:
技术总结
本发明公开了一种模具互换镶件自动顶出装置及方法,其包括有镶件支座和升降驱动板,镶件支座的顶部开设有用于插入镶件的镶件容纳腔,镶件支座的左右两侧部分别开设有滑道,两个滑道均连通于镶件容纳腔,滑道内设有可左右滑动的限位滑块,两个限位滑块之间连接有弹性机构,弹性机构用于驱使两个限位滑块相互靠近,限位滑块的顶部形成有朝镶件容纳腔中心方向弯折的勾扣部,勾扣部用于勾扣镶件下端两侧的卡口,升降驱动板设于镶件支座的下方,升降驱动板上设有用于驱使两个限位滑块相对远离的驱动杆。本发明不仅能实现对镶件的自动插装定位和自动顶出,而且无需人工操作,既能保证镶件装配到位,又能提高工作效率。
技术研发人员:张峰
受保护的技术使用者:广东蓝光智能科技有限公司
技术研发日:
技术公布日:2024/11/26
- 还没有人留言评论。精彩留言会获得点赞!