一种农用胎供料架贴合控制系统及方法与流程
本发明属于成型机控制,具体涉及一种农用胎供料架贴合控制系统及方法。
背景技术:
1、目前成型机市场为满足轮胎成型过程中自动化、高效率、准确性等日益增大的需求,成型机供料系统一般需要具备自动导开、纠偏定中、定长测长、自动备料等功能,以实现胶料的自动贴合,尤其是农用胎供料成型机。然而供料架为满足上述需求,需在自身长度上进行匹配,因此可能导致供料架长度超出场地范围,且由于自身架体长度的增加,同样对后端加工、运输、使用等各个环节增加难度。由于农用胎成型机寸级跨度较大,因此上述问题尤为明显,亟待解决。现有技术中采用人工在滚筒上实现胶料的贴合、裁断。但是胶料通过人工贴合,裁断,工作量大,效率低,轮胎质量稳定性差,且在较宽的胶料贴合过程中,一个人难以满足工作需求。
技术实现思路
1、为了克服现有技术存在的问题,本发明提供了一种农用胎供料架贴合控制系统及方法。
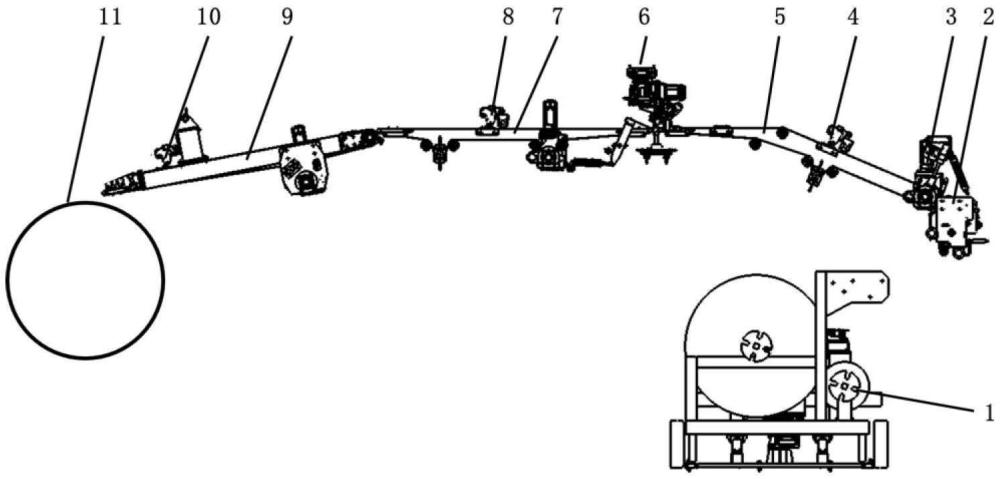
2、一种农用胎供料架贴合控制系统,所述系统包括:供料架、输送带、贴合装置、导开装置、裁断装置、物料检测装置和贴合模板装置,其中,
3、所述输送带的两端分别连接所述供料架与所述贴合装置;
4、所述导开装置用于将制备农用胎的胶料导开并输送至所述输送带上;
5、所述裁断装置用于将所述胶料根据所需的长度进行裁断;
6、所述物料检测装置用于对所述胶料的传送位置及状态进行检测;
7、所述贴合模板装置用于将由输送带输送的胶料贴合至所述贴合装置上。
8、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述系统还包括设置在供料架末端的纠偏定中装置,所述纠偏定中装置用于对导开的胶料进行调整,使所述胶料在所述输送带上保持居中输送。
9、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述系统还包括用于加快物料在输送带上输送的前输送装置和后输送装置。
10、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述系统还包括设置在所述前输送装置和后输送装置之间的上料压辊。
11、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述物料检测装置中的第一物料检测装置设置在纠偏定中装置和后输送装置之间;第二物料检测装置设置在前输送装置和贴合装置之间;第三物料检测装置设置在所述贴合装置和贴合模板装置之间。
12、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述贴合装置为贴合鼓。
13、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述系统还包括远程控制装置,所述远程控制装置连接所述前输送装置、后输送装置、裁断装置及物料检测装置。
14、本发明还提供了一种农用胎供料架贴合控制系统的控制方法,所述方法采用所述的控制系统来实现,包括:以裁断装置与物料检测装置的第三物料检测装置之间的距离作为对比值,将所需胶料的长度与所述对比值进行对比,根据对比结果来进行不同的控制。
15、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,当对比结果为所需胶料的长度大于等于所述对比值时,控制步骤如下:
16、s1.胶料由导开装置导开经纠偏定中装置进行纠偏定中至后输送装置处的输送带上,第一物料检测装置检测到输送带上存在该胶料,则发送检测信息至远程控制装置,远程控制装置则控制后输送装置继续向前输送胶料至前输送装置上;
17、s2.前输送装置将胶料继续向前输送直至第三物料检测装置检测到胶料的料头位置时输送停止;
18、s3.待贴合鼓到达胶料贴合工位后,远程控制装置控制贴合模板装置将胶料输送至贴合鼓上,远程控制装置根据所需胶料的长度和第三物料检测与裁断装置之间的距离计算出胶料需要向前的输送距离,根据该输送距离将胶料运送至指定位置后,贴合鼓与前输送装置同时停止动作,此时裁断装置对胶料进行裁断,从而得到所需长度的胶料;
19、s4.继续进行贴合动作,直至胶料贴合完成。
20、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,当对比结果为所需胶料的长度小于所述对比值时,控制步骤如下:
21、m1.胶料由导开装置导开经纠偏定中装置进行纠偏定中至后输送装置处的输送带上,第一物料检测装置检测到输送带上存在胶料后,将检测信息发送至远程控制装置,远程控制装置控制后输送装置继续向前输送胶料至前输送装置上;
22、m2.待第二物料检测装置检测到胶料的料头时,远程控制装置根据所需胶料的长度和第二物料检测装置与裁断装置之间的距离计算出胶料需要向前的输送距离,并运送胶料至指定位置后停止输送,裁断装置对停止输送的胶料进行裁断,从而得到指定长度的胶料,裁断完成后远程控制装置控制前输送装置继续向前输送裁断的胶料至贴合模板装置上,待第三物料检测装置检测到胶料的料头时,前输送装置停止运动;
23、m3.贴合鼓到位后完成裁断的胶料的贴合。
24、本发明的有益效果
25、与现有技术相比,本发明有如下有益效果:
26、本发明的农用胎供料架贴合控制系统,包括:供料架、输送带、贴合装置、导开装置、裁断装置、物料检测装置和贴合模板装置,使得本发明的控制系统具备自动导开、定中、定长、裁切等功能的前提下,对不同规格的胶料采取不同的控制方式,以缩短胶料输送距离,提高贴合效率,从而实现农用胎供料架架体长度的缩短以及整机占地面积的减小。具有如下优点:1)采用长胶料和短胶料两种控制的贴合方式,可灵活的设计供料架的长度。
27、2)采用短胶料的贴合方式时,可实现系统自动备料,提高供料系统的贴合效率。
28、3)采用不同位置的检测装置作为胶料的长度检测,贴合短胶料时,第二物料检测装置作为胶料的长度检测,可实现在供料架上完成胶料的裁断工作,以实现备料。贴合长胶料时,第三物料检测装置作为胶料的长度检测,此时需要继续向前输送部分长度胶料,第三物料检测装置离鼓较近,因此检测长度更加准确。
29、4)上述特点使得本系统可实现全规格胶料的倒料功能。
技术特征:
1.一种农用胎供料架贴合控制系统,其特征在于,所述系统包括:供料架、输送带、贴合装置、导开装置、裁断装置、物料检测装置和贴合模板装置,其中,
2.根据权利要求1所述的控制系统,其特征在于,所述系统还包括设置在供料架末端的纠偏定中装置,所述纠偏定中装置用于对导开的胶料进行调整,使所述胶料在所述输送带上保持居中输送。
3.根据权利要求2所述的控制系统,其特征在于,所述系统还包括用于加快物料在输送带上输送的前输送装置和后输送装置。
4.根据权利要求3所述的控制系统,其特征在于,所述系统还包括设置在所述前输送装置和后输送装置之间的上料压辊。
5.根据权利要求4所述的控制系统,其特征在于,所述物料检测装置中的第一物料检测装置设置在纠偏定中装置和后输送装置之间;第二物料检测装置设置在前输送装置和贴合装置之间;第三物料检测装置设置在所述贴合装置和贴合模板装置之间。
6.根据权利要求5所述的控制系统,其特征在于,所述贴合装置为贴合鼓。
7.根据权利要求3所述的控制系统,其特征在于,所述系统还包括远程控制装置,所述远程控制装置连接所述前输送装置、后输送装置、裁断装置及物料检测装置。
8.一种农用胎供料架贴合控制系统的控制方法,其特征在于,所述方法采用权利要求1-7任一项所述的控制系统来实现,包括:以裁断装置与物料检测装置的第三物料检测装置之间的距离作为对比值,将所需胶料的长度与所述对比值进行对比,根据对比结果来进行不同的控制。
9.根据权利要求8所述的控制方法,其特征在于,当对比结果为所需胶料的长度大于等于所述对比值时,控制步骤如下:
10.根据权利要求8所述的控制方法,其特征在于,当对比结果为所需胶料的长度小于所述对比值时,控制步骤如下:
技术总结
本发明涉及一种农用胎供料架贴合控制系统及方法,系统包括:供料架、输送带、贴合装置、导开装置、裁断装置、物料检测装置和贴合模板装置,使得本发明的控制系统具备自动导开、定中、定长、裁切等功能的前提下,对不同规格的胶料采取不同的控制方式,以缩短胶料输送距离,提高贴合效率,从而实现农用胎供料架架体长度的缩短以及整机占地面积的减小。
技术研发人员:杨慧丽,吕嘉绪,张超,腾达,陈云青
受保护的技术使用者:软控股份有限公司
技术研发日:
技术公布日:2024/12/19
- 还没有人留言评论。精彩留言会获得点赞!