一种塑料背门半自动化生产线布局以及系统的制作方法
本发明涉及汽车生产,具体地说,是一种塑料背门半自动化生产线布局以及系统。
背景技术:
1、随着新能源汽车的推广应用,里程焦虑尤为突出,汽车轻量化是增加续航里程的一个重要途径,以塑代钢可以减重10%~30%,塑料背门代替金属背门就是其中一个应用场景。塑料背门内外板是通过聚氨酯胶粘接而成,背门粘胶的一般流程:内、外板清洁;内、外板活化;外板涂胶;内外板压合固化;内外板粘胶总成静置养生。塑料背门生产线布局直接影响产线工装、设备的功能和数量,产品质量的稳定性、生产效率的高低和制造成本。
2、清洁、活化、涂胶压合、静置各工序独立:工序长,各工位物流人工转运产品易污染、易划碰伤,生产过程控制困难,质量不稳定,好处是生产灵活,各工站生产节拍短,产线投入少。
3、清洁、活化、涂胶压合高度集成在一个工位:工序短,物流过程少,产品不易污染、不易划碰伤,生产过程控制容易,质量稳定,坏处是工序集中生产节拍长,如要满足客户产能要求,产线投入高。
技术实现思路
1、本发明的目的在于提供一种塑料背门半自动化生产线布局以及系统,解决物料搬运容易污染、磕碰损伤;生产效率低的问题。
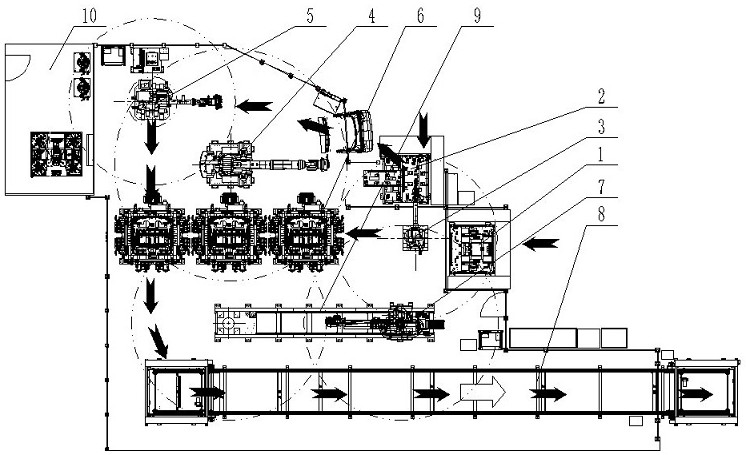
2、本发明通过下述技术方案实现:一种塑料背门半自动化生产线布局,包括内板清洁活化工装、外板清洁活化工装、活化机械人、涂胶压合机械人、涂胶机械人、压合工装、搬运机械人以及静置区域;所述内板清洁活化工装处于活化机械人的右侧、所述外板清洁活化工装处于活化机械人的上方,活化机械人的工作范围将内板清洁活化工装、外板清洁活化工装以及静置区域覆盖;所述压合工装设置在活化机械人左侧,所述搬运机械人设置在压合工装与活化机械人下方,所述搬运机械人的工作范围将压合工装、内板清洁活化工装覆盖;所述涂胶压合机械人设在压合工装的上方,所述涂胶机械人设在涂胶压合机械人的左上方,涂胶压合机械人的工作范围将涂胶机械人、压合工装覆盖,但涂胶压合机械人的工作范围与活化机械人的工作范围不重合,涂胶机械人对外板进行涂胶作业,内板、外板在压合工装中压合初固;所述静止区域设置在搬运机械人的下方,搬运机械人将初固的背门总成抓起放置在静止区域。
3、为了更好地实现本发明,进一步地,还包括地轨,所述压合工装设置为多个,多个压合工装线性等距排列,地轨的摆放方向与压合工装的排列方向平行设置,所述搬运机械人安装在地轨上,搬运机械人配合地轨使得搬运机械人的工作范围将多个压合工装覆盖,所述涂胶压合机械人的工作范围也将多个压合工装覆盖。
4、为了更好地实现本发明,进一步地,还包括静置链,所述静置链的摆放方向与地轨的摆放方向平行设置,且静置链的一端处于静止区域;当搬运机械人将压合工装中的背门总成抓起后,直接转运至静止区域的静置链上,由静置链将其运出。
5、为了更好地实现本发明,进一步地,还包括胶房,所述胶房设置在涂胶机械人的左侧,胶房完成对涂胶机械人的胶液加注。
6、一种塑料背门半自动化生产线系统,使用上述任意一项一种塑料背门半自动化生产线布局。
7、本发明与现有技术相比,具有以下优点及有益效果:
8、(1)本发明设置多工位机械人自动取放件及搬运,减少了人工搬运造成物料的污染和划碰伤,提高涂胶压合的合格率;自动化程度较高,产品质量稳定,生产效率高;具体生产中:涂胶压合的合格率从80%提高到98%;产能从7500件/月提高到12000件/月。
9、(2)本发明布局紧凑,物流顺畅,减少了内外板清洁活化线边临存工位和物流周转人工;
10、(3)本发明的产线各工位工装可快速换型,兼容性好。
技术特征:
1.一种塑料背门半自动化生产线布局,其特征在于:包括内板清洁活化工装(1)、外板清洁活化工装(2)、活化机械人(3)、涂胶压合机械人(4)、涂胶机械人(5)、压合工装(6)、搬运机械人(7)以及静置区域;所述内板清洁活化工装(1)处于活化机械人(3)的右侧、所述外板清洁活化工装(2)处于活化机械人(3)的上方,活化机械人(3)的工作范围将内板清洁活化工装(1)、外板清洁活化工装(2)覆盖;所述压合工装(6)设置在活化机械人(3)左侧,所述搬运机械人(7)设置在压合工装(6)与活化机械人(3)下方,所述搬运机械人(7)的工作范围将压合工装(6)、内板清洁活化工装(1)以及静置区域覆盖;所述涂胶压合机械人(4)设在压合工装(6)的上方,所述涂胶机械人(5)设在涂胶压合机械人(4)的左上方,涂胶压合机械人(4)的工作范围将涂胶机械人(5)、压合工装(6)覆盖,但涂胶压合机械人(4)的工作范围与活化机械人(3)的工作范围不重合,涂胶机械人(5)对外板进行涂胶作业,内板、外板在压合工装(6)中压合初固;所述静止区域设置在搬运机械人(7)的下方,搬运机械人(7)将初固的背门总成抓起放置在静止区域。
2.根据权利要求1所述的一种塑料背门半自动化生产线布局,其特征在于:还包括地轨(9),所述压合工装(6)设置为多个,多个压合工装(6)线性等距排列,地轨(9)的摆放方向与压合工装(6)的排列方向平行设置,所述搬运机械人(7)安装在地轨(9)上,搬运机械人(7)配合地轨(9)使得搬运机械人(7)的工作范围将多个压合工装(6)覆盖,所述涂胶压合机械人(4)的工作范围也将多个压合工装(6)覆盖。
3.根据权利要求1所述的一种塑料背门半自动化生产线布局,其特征在于:还包括静置链(8),所述静置链(8)的摆放方向与地轨(9)的摆放方向平行设置,且静置链(8)的一端处于静止区域;当搬运机械人(7)将压合工装(6)中的背门总成抓起后,直接转运至静止区域的静置链(8)上,由静置链(8)将其运出。
4.根据权利要求1所述的一种塑料背门半自动化生产线布局,其特征在于:还包括胶房(10),所述胶房(10)设置在涂胶机械人(5)的左侧,胶房(10)完成对涂胶机械人(5)的胶液加注。
5.一种塑料背门半自动化生产线系统,其特征在于:使用权利要求1-4中任意一项所述的一种塑料背门半自动化生产线布局。
技术总结
本发明涉及汽车制造技术领域,公开了一种塑料背门半自动化生产线布局以及系统,包括内板清洁活化工装、外板清洁活化工装、活化机械人、涂胶压合机械人、涂胶机械人、压合工装、搬运机械人以及静置区域。本发明设置多工位机械人自动取放件及搬运,减少了人工搬运造成物料的污染和划碰伤,提高涂胶压合的合格率;自动化程度较高,产品质量稳定,生产效率高;布局紧凑,物流顺畅,减少了内外板清洁活化线边临存工位和物流周转人工;产线各工位工装可快速换型,兼容性好。
技术研发人员:孙京文,蔡淑琼,欧远辉,张莉娜
受保护的技术使用者:成都航天模塑有限责任公司
技术研发日:
技术公布日:2024/12/30
- 还没有人留言评论。精彩留言会获得点赞!