一种玻纤增强聚氨酯节能窗框型材加工工艺的制作方法
本发明涉及一种门窗型材,尤其涉及一种玻纤增强聚氨酯节能窗框型材加工工艺。
背景技术:
1、随着建筑节能要求的不断提升,传统窗框材料(如铝合金和pvc)逐渐暴露出导热系数高、机械性能不足等问题。玻纤增强聚氨酯复合材料(gfrp)因其兼具高强度、低导热性和耐腐蚀性,成为节能窗框领域的理想材料。
2、现有玻纤增强聚氨酯型材生产工艺多存在以下不足:
3、性能均匀性差:玻纤与聚氨酯基体界面结合不够稳定,影响力学性能。
4、生产效率低:缺乏工艺优化设计,影响产能和经济性。
5、能耗较高:冷却和加热过程耗时且效率较低。
技术实现思路
1、本发明的目的是要提供一种玻纤增强聚氨酯节能窗框型材加工工艺。
2、为达到上述目的,本发明是按照以下技术方案实施的:
3、本发明包括以下步骤:
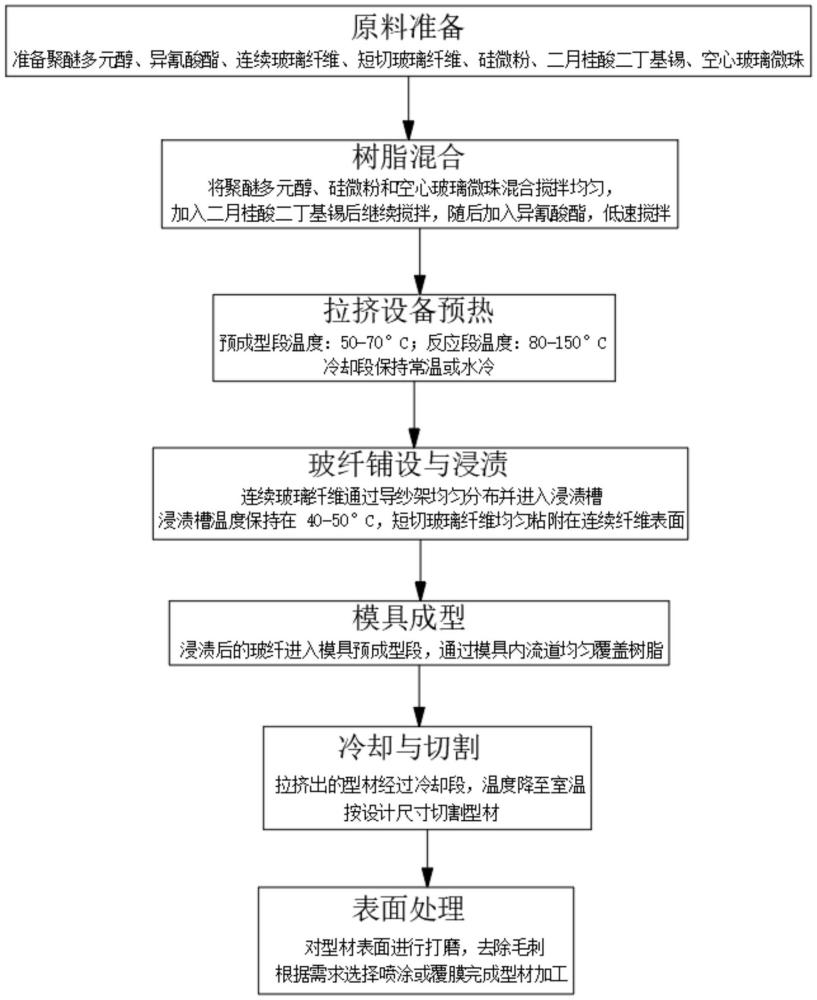
4、s1:准备聚醚多元醇、异氰酸酯、连续玻璃纤维、短切玻璃纤维、硅微粉、二月桂酸二丁基锡、空心玻璃微珠备用;
5、s2:将聚醚多元醇、硅微粉和空心玻璃微珠混合搅拌均匀,而后加入二月桂酸二丁基锡继续搅拌,再加入异氰酸酯保持低速搅拌;
6、s3:将拉挤设备预设三段控温,分为预成型段、反应段和冷却段,反应段温度高于预成型段温度;
7、s4:连续玻璃纤维经过导纱架引导,依照截面设计要求均匀分布,经过浸渍槽使步骤s2的树脂进行浸润,浸渍后的连续玻璃纤维均匀粘附短切玻璃纤维后进入模具预成型区,通过模具内流道使树脂均匀覆盖纤维,而后进入拉挤设备拉挤成型;
8、s5:拉挤出的型材经过冷却段,通过风冷或水冷方式将温度降至室温,按设计尺寸切割型材,对型材表面进行打磨;
9、s6:对打磨后的型材表面进行喷涂或覆膜后制得玻纤增强聚氨酯节能窗框型材。
10、本发明的有益效果是:
11、本发明是一种玻纤增强聚氨酯节能窗框型材加工工艺,与现有技术相比,本发明具有以下优点:
12、热性能提升:空心微珠的填充显著降低材料的导热系数,提高型材的节能效果。
13、机械性能优异:连续玻纤和短切玻纤的组合增强材料整体强度,同时优化断裂韧性。
14、工艺效率高:通过三段控温和浸渍槽设计,减少加热与固化时间,提升生产效率。
15、生产稳定性好:工艺参数精确控制,确保型材尺寸和性能的一致性。
技术特征:
1.一种玻纤增强聚氨酯节能窗框型材加工工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的玻纤增强聚氨酯节能窗框型材加工工艺,其特征在于:所述步骤s1中,按重量份,含聚醚多元醇35份、异氰酸酯35份、连续玻璃纤维25份、短切玻璃纤维5份、硅微粉3份、二月桂酸二丁基锡1.5份、空心玻璃微珠8份。
3.根据权利要求2所述的玻纤增强聚氨酯节能窗框型材加工工艺,其特征在于:所述连续玻璃纤维单丝直径12μm,短切玻璃纤维单丝直径12μm,长度5~8mm;空心玻璃微珠粒径20~50μm。
4.根据权利要求1所述的玻纤增强聚氨酯节能窗框型材加工工艺,其特征在于:所述步骤s2中的搅拌速度为300rpm,时间10分钟。
5.根据权利要求1所述的玻纤增强聚氨酯节能窗框型材加工工艺,其特征在于:所述步骤s3中拉挤设备预成型段温度50℃-70℃,反应段温度80℃-150℃。
6.根据权利要求1所述的玻纤增强聚氨酯节能窗框型材加工工艺,其特征在于:所述步骤s4中浸渍槽树脂温度保持在40℃-50℃,搅拌速度控制在200rpm,牵引速度:10~15cm/min;模具表面均匀涂抹脱模剂并预热至50℃再进行加工。
技术总结
本发明公开了一种玻纤增强聚氨酯节能窗框型材加工工艺,步骤包括:将聚醚多元醇、硅微粉和空心玻璃微珠混合搅拌后,加入催化剂和异氰酸酯;连续玻纤经导纱架排布并浸渍树脂,与短切玻纤粘附后进入模具预成型区,通过拉挤设备成型,型材经冷却后切割并喷涂制得。本发明通过优化的工艺参数实现了型材高强度、低导热性和优异稳定性,适用于建筑节能窗框的规模化生产。
技术研发人员:黄龙,马洪涛,王海波
受保护的技术使用者:洲宇科技集团股份有限公司
技术研发日:
技术公布日:2025/2/24
- 还没有人留言评论。精彩留言会获得点赞!