电动车装饰框注塑模具的制作方法
本技术属于模具,涉及一种电动车装饰框注塑模具。
背景技术:
1、电动车装饰框一般通过注塑成型,由于电动车装饰框的形状特点呈现为具有多层高度差的分型面,因此采用常规的注塑机构进行注塑的注塑效率不高。
2、如中国专利公开了一种电动车[申请号:201710062199.4],包括车身框架,车把组件、前叉、前轮组件、后叉、后轮驱动组件,前照灯组件、减震组件、鞍座以及蓄电池,所述车身框架包括位于前端的立管支撑,在立管支撑端布置有头管;所述立管支撑的中部靠上位置焊接踏板框,踏板框的上表面安装有踏板;踏板框由两根结构相同且平行设置的两根车身主梁围合而成;车身框架上固定设置鞍座框架;鞍座框架上铰接有鞍座;位于鞍座的后侧车身主梁上安装靠背;所述立管支撑的下部焊接有蓄电池托架框,蓄电池托架框由两根结构相同且平行设置的两根托架梁围合而成。
技术实现思路
1、本实用新型的目的是针对上述问题,提供一种电动车装饰框注塑模具。
2、为达到上述目的,本实用新型采用了下列技术方案:
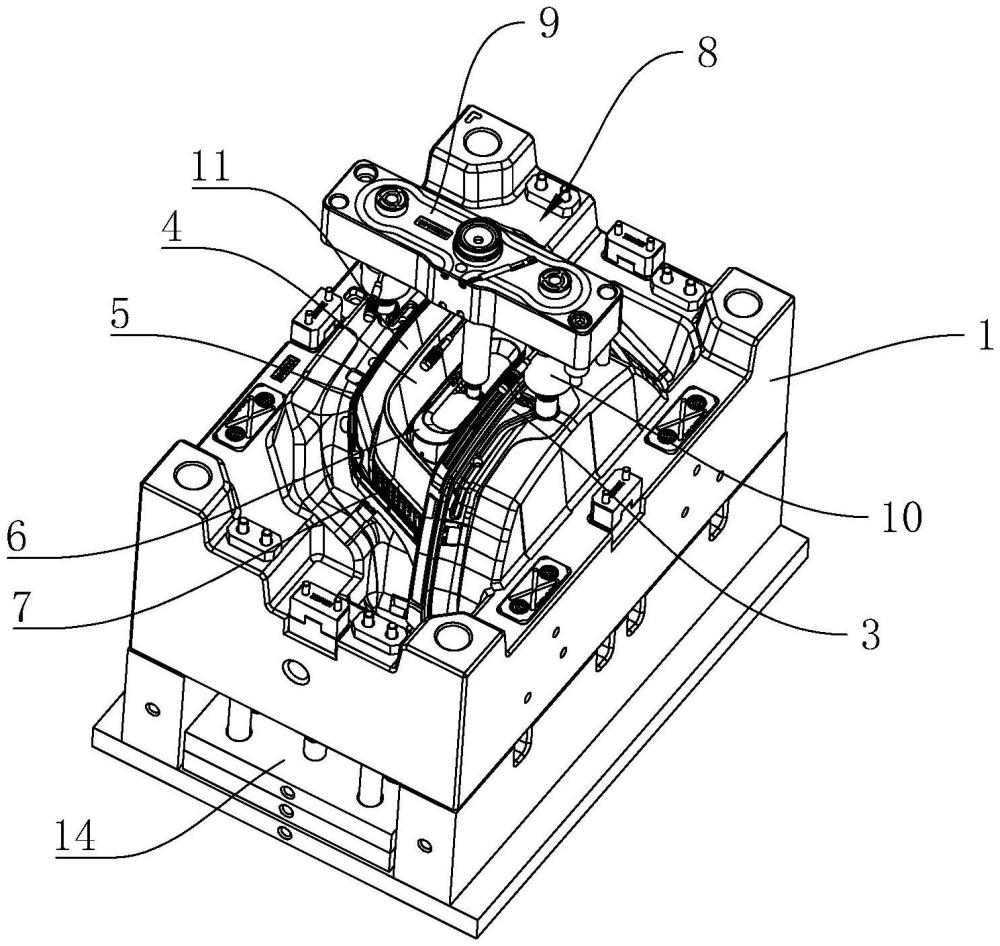
3、一种电动车装饰框注塑模具,包括下模板,所述的下模板上凸出设置有具有竖直分型面的前成型镶块、中成型镶块和后成型镶块,所述的中成型镶块两端和竖直分型面相连且中成型镶块和前成型镶块合围形成截面呈梯形的一号槽体成型部,所述的后成型镶块两端和竖直分型面相连且后成型镶块和中成型镶块合围形成截面呈v型的二号槽体成型部,所述的前成型镶块、中成型镶块、后成型镶块、一号槽体成型部和二号槽体成型部组合形成下成型面,所述的下模板的上侧设置有能直接向一号槽体成型部和二号槽体成型部进胶的多点进胶组件。
4、在上述的电动车装饰框注塑模具中,所述的多点进胶组件包括呈一字型的注塑液分流板,所述的注塑液分流板底部固连有三根注塑管,三根注塑管分别与前成型镶块、一号槽体成型部和二号槽体成型部相连。
5、在上述的电动车装饰框注塑模具中,所述的中成型镶块的截面呈倒v型,所述的后成型镶块靠近中成型镶块一侧具有用于形成二号槽体成型部的倾斜成型面。
6、在上述的电动车装饰框注塑模具中,所述的下模板上还设有二次顶出机构。
7、在上述的电动车装饰框注塑模具中,所述的二次顶出机构包括上顶板和下顶板,所述的上顶板在下顶板的正上方,所述的上顶板上设置有与中成型镶块相连的镶块式顶出结构,所述的下顶板上设置有与直顶顶出组件。
8、在上述的电动车装饰框注塑模具中,所述的镶块式顶出结构包括固定在上顶板上的镶块顶块,所述的镶块顶块竖直贯穿下模板并与中成型镶块底部相连。
9、在上述的电动车装饰框注塑模具中,所述的中成型镶块和镶块顶块一体成型且中成型镶块位于镶块顶块的顶端。
10、在上述的电动车装饰框注塑模具中,所述的直顶顶出组件包括若干竖直设置的直顶杆和若干竖直设置的直顶块,所述的直顶杆和直顶块竖直贯穿上顶板并与上顶板滑动配合,所述的前成型镶块、中成型镶块、后成型镶块、一号槽体成型部和二号槽体成型部处均设有直顶杆。
11、在上述的电动车装饰框注塑模具中,所述的直顶块设置在前成型镶块处且直顶块与竖直分型面底部的连接处凸出设置有辅助顶块。
12、在上述的电动车装饰框注塑模具中,顶端与倾斜成型面相连的直顶杆顶部具有倾斜面。
13、与现有的技术相比,本实用新型的优点在于:
14、1、前成型镶块、中成型镶块和后成型镶块上存在多个包括竖直分型面在内的具有高度差的分型面,且分型面之间形成有内凹的一号槽体成型部和二号槽体成型部,采用常规的单点进胶机构不管是从下模板的哪个位置进胶注塑液都需要流经多个分型面,因此注塑液充满成型腔的速度较慢,本申请中的多点进胶组件可以直接从前成型镶块、一号槽体成型部和二号槽体成型部三个位置进胶,能减少注塑液流经的路径从而能够提高注塑效率。
15、2、前成型镶块、中成型镶块和后成型镶块上的分型面不管是竖直设置还是倾斜设置,在顶出时产品与分型面连接部位受到的拉力远大于常规模具,采用二次顶出机构可以使产品分两步和下模板脱离,以防止产品损坏,产品脱模时,上顶板和下顶板同步向上移动,下顶板能带动直顶顶出组件能驱动产品竖直向上移动,在下顶板向上移动的同时,上顶板同步向上移动,上顶板向上移动能通过镶块式顶出结构带动中成型镶块向上移动,使直顶顶出组件推动产品向上移动时中成型镶块能随产品一同向上移动从而使中成型镶块和产品能保持粘连状态,当产品和下模板脱离后,上顶板向下移动能通过镶块式顶出结构带动中成型镶块向下移动从而使中成型镶块和产品脱离。
16、本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
技术特征:
1.一种电动车装饰框注塑模具,包括下模板(1),其特征在于,所述的下模板(1)上凸出设置有具有竖直分型面(2)的前成型镶块(3)、中成型镶块(4)和后成型镶块(5),所述的中成型镶块(4)两端和竖直分型面(2)相连且中成型镶块(4)和前成型镶块(3)合围形成截面呈梯形的一号槽体成型部(6),所述的后成型镶块(5)两端和竖直分型面(2)相连且后成型镶块(5)和中成型镶块(4)合围形成截面呈v型的二号槽体成型部(7),所述的前成型镶块(3)、中成型镶块(4)、后成型镶块(5)、一号槽体成型部(6)和二号槽体成型部(7)组合形成下成型面,所述的下模板(1)的上侧设置有能直接向一号槽体成型部(6)和二号槽体成型部(7)进胶的多点进胶组件(8)。
2.根据权利要求1所述的电动车装饰框注塑模具,其特征在于,所述的多点进胶组件(8)包括呈一字型的注塑液分流板(9),所述的注塑液分流板(9)底部固连有三根注塑管(10),三根注塑管(10)分别与前成型镶块(3)、一号槽体成型部(6)和二号槽体成型部(7)相连。
3.根据权利要求1所述的电动车装饰框注塑模具,其特征在于,所述的中成型镶块(4)的截面呈倒v型,所述的后成型镶块(5)靠近中成型镶块(4)一侧具有用于形成二号槽体成型部(7)的倾斜成型面(11)。
4.根据权利要求3所述的电动车装饰框注塑模具,其特征在于,所述的下模板(1)上还设有二次顶出机构(12)。
5.根据权利要求4所述的电动车装饰框注塑模具,其特征在于,所述的二次顶出机构(12)包括上顶板(13)和下顶板(14),所述的上顶板(13)在下顶板(14)的正上方,所述的上顶板(13)上设置有与中成型镶块(4)相连的镶块式顶出结构,所述的下顶板(14)上设置有与直顶顶出组件。
6.根据权利要求5所述的电动车装饰框注塑模具,其特征在于,所述的镶块式顶出结构包括固定在上顶板(13)上的镶块顶块(15),所述的镶块顶块(15)竖直贯穿下模板(1)并与中成型镶块(4)底部相连。
7.根据权利要求6所述的电动车装饰框注塑模具,其特征在于,所述的中成型镶块(4)和镶块顶块(15)一体成型且中成型镶块(4)位于镶块顶块(15)的顶端。
8.根据权利要求5所述的电动车装饰框注塑模具,其特征在于,所述的直顶顶出组件包括若干竖直设置的直顶杆(16)和若干竖直设置的直顶块(17),所述的直顶杆(16)和直顶块(17)竖直贯穿上顶板(13)并与上顶板(13)滑动配合,所述的前成型镶块(3)、中成型镶块(4)、后成型镶块(5)、一号槽体成型部(6)和二号槽体成型部(7)处均设有直顶杆(16)。
9.根据权利要求8所述的电动车装饰框注塑模具,其特征在于,所述的直顶块(17)设置在前成型镶块(3)处且直顶块(17)与竖直分型面(2)底部的连接处凸出设置有辅助顶块(18)。
10.根据权利要求8所述的电动车装饰框注塑模具,其特征在于,顶端与倾斜成型面(11)相连的直顶杆(16)顶部具有倾斜面(19)。
技术总结
本技术提供了一种电动车装饰框注塑模具,属于模具技术领域。它包括下模板,所述的下模板上凸出设置有具有竖直分型面的前成型镶块、中成型镶块和后成型镶块。前成型镶块、中成型镶块和后成型镶块上存在多个包括竖直分型面在内的具有高度差的分型面,且分型面之间形成有内凹的一号槽体成型部和二号槽体成型部,采用常规的单点进胶机构不管是从下模板的哪个位置进胶注塑液都需要流经多个分型面,因此注塑液充满成型腔的速度较慢,本申请中的多点进胶组件可以直接从前成型镶块、一号槽体成型部和二号槽体成型部三个位置进胶,能减少注塑液流经的路径从而能够提高注塑效率。
技术研发人员:陈辉
受保护的技术使用者:台州市黄岩聚丰机车有限公司
技术研发日:20240112
技术公布日:2024/10/17
- 还没有人留言评论。精彩留言会获得点赞!