一种用于解决胎面脱层问题的挤出装置的制作方法
【】本技术属于橡胶品制造,具体涉及一种用于解决胎面脱层问题的挤出装置。
背景技术
0、
背景技术:
1、全钢载重子午线轮胎设计过程中,因性能、路况等需求不同,设计所需的胎面结构形式也不同。比较常用的有翼胶和贯通两种结构,将两种胶料通过不同的结构形式复合而成,复合过程中一旦出现贴合不密实,经过千层片压合后,会出现胎面胶与基部胶层间出现严重的脱层现象,此类胎面使用后会对轮胎质量造成很大的隐患。
2、目前胎面生产线有热喂料φ250/φ150和冷喂料φ250/φ200两种类型复合挤出机。其中热喂料φ250/φ150机型在生产厚规格贯通胎面和厚规格的翼胶胎面时,尤其在冬季,厚规格贯通胎面和厚规格翼胶胎面容易出现上、下层贴合不实现象,经过千层片压合后出现层间气泡。因存在质量隐患,此类不良胎面无法正常投入使用,导致对应的规格无法正常生产,生产效率影响较大,且调试过程中造成大量返料。
技术实现思路
0、
技术实现要素:
1、本实用新型的目的是提供一种用于解决胎面脱层问题的挤出装置,以解决现有厚规格贯通胎面和厚规格翼胶胎面容易出现上、下层贴合不实,影响生产效率的问题。
2、本实用新型采用以下技术方案:一种用于解决胎面脱层问题的挤出装置,包括上下设置的两个挤出机,分别为上位机和下位机,上位机的螺杆直径为φ250mm,下位机的螺杆直径为φ150mm,两个挤出机的挤出方向呈v字形布置,下位机的机筒外套设有四层保温棉;
3、两个挤出机的流道的出口依次与胎面预口型、胎面口型连通,胎面口型的肩厚尺寸为28mm~33mm;在胎面口型的下分型面的边缘、且对应基部胶/翼胶进胶口的位置处设置倒角;
4、胎面口型包括贯通胎面口型和翼胶胎面口型,其中:
5、贯通胎面口型的实际肩宽尺寸l11=其标准肩宽尺寸*(0.92~0.94),贯通胎面口型的实际总宽尺寸l12=其标准总宽尺寸*(0.92~0.94);
6、翼胶胎面口型的实际肩宽尺寸l21=其标准肩宽尺寸*(0.88~0.94),翼胶胎面口型的实际总宽尺寸l22=其标准总宽尺寸*(0.88~0.94)。
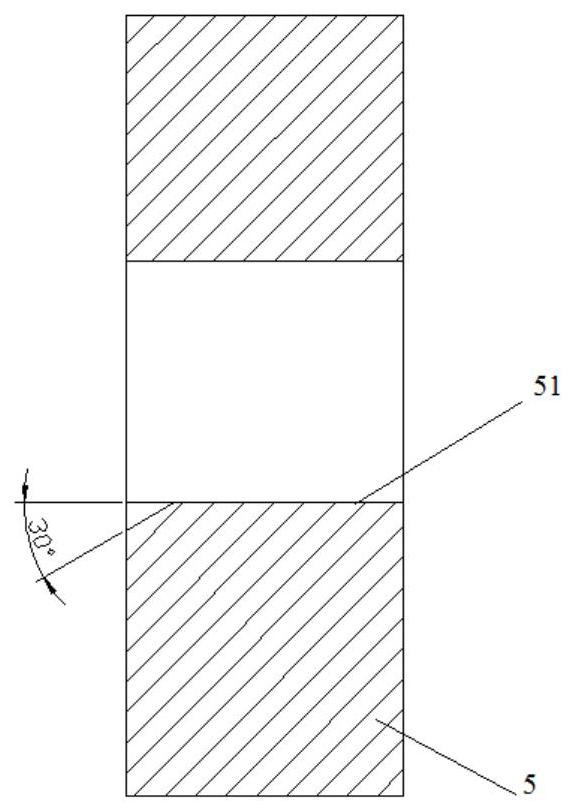
7、进一步的,贯通胎面口型的下分型面上、设有倒角的一段边缘的长度=下层胶的宽度,倒角为30°。
8、进一步的,翼胶胎面口型的下分型面为位于口型两端的两个,在两个下分型面的边缘处均设置有倒角,倒角为30°。
9、本实用新型的有益效果是:本实用新型通过增加保温隔热材料、优化口型板的开板尺寸、下板增开倒角等措施,最终已完全解决在产厚规格贯通胎面脱层问题,目前已维修的脱层口型,脱层复发率为零;减少了生产过程中因胎面脱层造成的大量不良返料和在试板过程中造成的大量工时、人力的浪费;同时也避免因脱层胎面误流入下工序使用后,对轮胎造成的严重的质量隐患。
技术特征:
1.一种用于解决胎面脱层问题的挤出装置,包括上下设置的两个挤出机,分别为上位机(1)和下位机(2),所述上位机(1)的螺杆直径为φ250mm,所述下位机(2)的螺杆直径为φ150mm,其特征在于,两个所述挤出机的挤出方向呈v字形布置,所述下位机(2)的机筒外套设有四层保温棉;
2.如权利要求1所述的一种用于解决胎面脱层问题的挤出装置,其特征在于,所述贯通胎面口型的下分型面(51)上、设有倒角的一段边缘的长度=下层胶的宽度,所述倒角为30°。
3.如权利要求1所述的一种用于解决胎面脱层问题的挤出装置,其特征在于,所述翼胶胎面口型的下分型面(51)为位于口型两端的两个,在两个所述下分型面(51)的边缘处均设置有倒角,所述倒角为30°。
技术总结
本技术公开了一种用于解决胎面脱层问题的挤出装置,包括上下设置的两个挤出机,上位机的螺杆直径为Φ250mm,下位机的螺杆直径为Φ150mm,下位机的机筒外套设有四层保温棉;胎面口型的肩厚尺寸为28mm~33mm;在胎面口型的下分型面的边缘、且对应基部胶进胶口的位置处设置倒角;贯通胎面口型的实际肩宽尺寸L11=其标准肩宽尺寸*(0.92~0.94),贯通胎面口型的实际总宽尺寸L12=其标准总宽尺寸*(0.92~0.94);翼胶胎面口型的实际肩宽尺寸L21=其标准肩宽尺寸*(0.88~0.94),翼胶胎面口型的实际总宽尺寸L22=其标准总宽尺寸*(0.88~0.94)。其解决了现有厚规格贯通胎面和厚规格翼胶胎面容易出现上、下层贴合不实,影响生产效率的问题。
技术研发人员:马磊,杨华,焦守万,康文伟,杨超,成涛,雷振,田巍娟
受保护的技术使用者:陕西延长石油集团橡胶有限公司
技术研发日:20240131
技术公布日:2024/12/17
- 还没有人留言评论。精彩留言会获得点赞!